- тел.:+86-13222111178
- эл. почта:info@ntjugao.com






Отличительные характеристики 3-валковых и 4-валковых листогибочных машин
Отличительные характеристики 3-валковых и 4-валковых листогибочных машин

За годы работы с листопрокатными станками мне часто приходилось сталкиваться с обсуждениями сравнения 3-валковых и 4-валковых листопрокатных станков. Каждая из этих разновидностей обладает своими преимуществами и подходит для различных задач в сфере металлообработки. Важно понимать различия между 3-валковым и 4-валковым листопрокатным станком, чтобы выбрать подходящее оборудование для конкретных проектов. Со временем я получил всестороннее представление об их принципах работы, показателях эффективности и качестве получаемых гибов. В этой статье я подробно разберу эти различия, чтобы помочь вам принять взвешенное решение при выборе листопрокатного оборудования.
Листопрокатный станок — это вид кузнечно-прессового оборудования, предназначенного для гибки неметаллических листов в конические, сферические, цилиндрические и другие геометрические формы. Это оборудование широко используется в производстве изделий, котлов, паровых систем, химической промышленности, изготовлении неметаллических конструкций и машиностроении, а также в других отраслях. Разнообразие вальцовочных станков обусловлено их различным применением в разных сферах.
Листопрокатные станки классифицируются по количеству валков, что приводит к делению на 3-валковые и 4-валковые типы. Распространенное заблуждение состоит в том, что основное различие между ними — лишь наличие дополнительного валка у четырехвалкового станка. Поэтому некоторые покупатели ошибочно считают, что четырехвалковый станок лучше только из-за дополнительного валка. Однако такое представление неверно, поскольку эти два станка имеют существенные различия.
Отличительные особенности 3-валковых и 4-валковых листопрокатных станков
Конструктивное исполнение
Трехвалковый прокатный станок оснащен тремя валками, а четырехвалковый — четырьмя. Помимо этого основного различия, трехвалковый станок выглядит более простым и утилитарным. Напротив, четырехвалковый станок, оснащенный технологией гидравлического ЧПУ, отличается более изысканным и элегантным внешним видом. Внимание к деталям в его конструкции не только повышает точность обработки, но и улучшает пользовательский опыт.


Конструкция станка
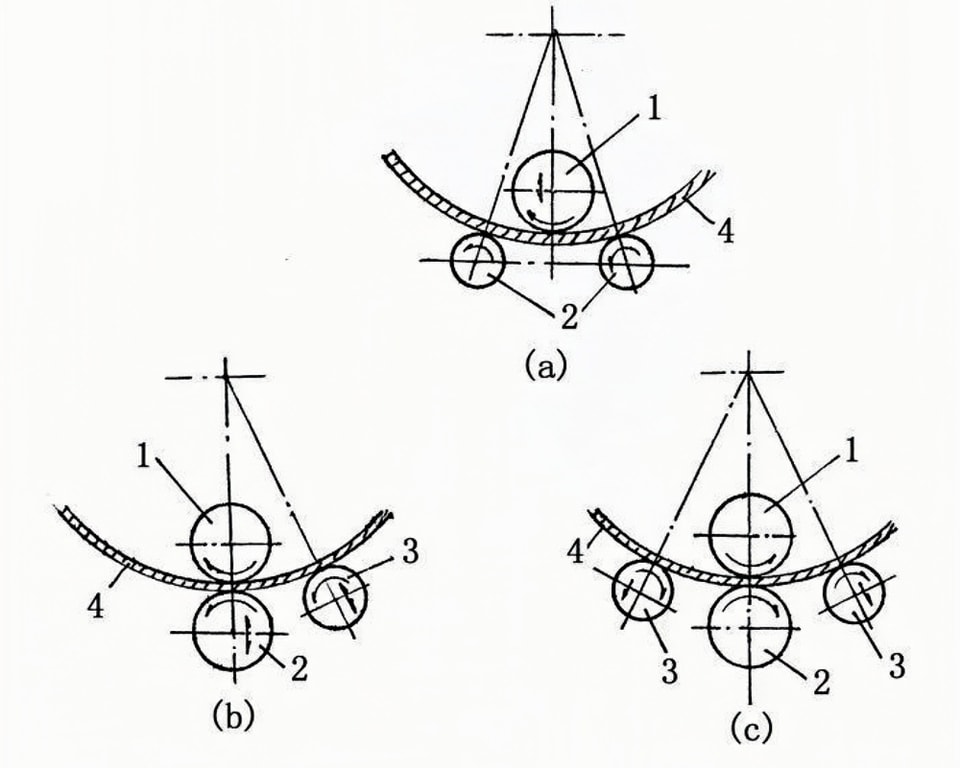
Механический трехвалковый вальцовочный станок подразделяется на два типа: симметричный трехвалковый вальцовочный станок и асимметричный трехвалковый вальцовочный станок. В симметричном трехвалковом вальцовочном станке один валок расположен сверху, а два остальных симметрично — снизу. В асимметричном трехвалковом вальцовочном станке расположение несимметрично: с одной стороны находятся два валка, а с другой — один валок.
Отличие от четырехвалкового листопрокатного станка заключается в его основном приводном механизме, который через редуктор и крестовинную муфту соединен с верхними валками и обеспечивает крутящий момент для прокатываемого листа. Нижние валки предназначены для вертикального перемещения и через червячную передачу редуктора (или коническую зубчатую передачу) обеспечивают зажим листа, тем самым осуществляя механическую передачу. Кроме того, по обеим сторонам нижних валков расположены боковые валки, которые способны перемещаться под углом вдоль зубчатой рейки и приводятся в движение винтовой червячной передачей (или конической зубчатой передачей). Четырехвалковый листопрокатный станок имеет два валка сверху и два снизу, причем все четыре рабочие валка оснащены подшипниками качения.
Однако различие в количестве валков приводит к разным ступенчатым механизмам у трехвалковых и четырехвалковых прокатных станков.
Тип обработки
Трехвалковая листогибочная машина способна изготавливать цилиндрические и изогнутые металлические листы. Ее работа включает вертикальное перемещение двух нижних валков, расположенных по центру и симметрично. Это вертикальное перемещение осуществляется посредством винтового стержня и червячного привода. Вращение нижних валков обеспечивается двигателем, а крутящий момент передается на обрабатываемый лист за счет зацепления выходной шестерни редуктора с шестерней нижнего валка. Кромки листов требуют предварительного подгиба, который может быть выполнен с помощью дополнительного оборудования.
Четырехвалковая листогибочная машина предназначена для гибки и формовки металлических листов. Она способна изготавливать цилиндрические, изогнутые и конические изделия в заданном диапазоне размеров. Эта машина также оснащена функцией предварительного подгиба кромок листа, что обеспечивает минимальные остаточные прямые участки, а также может выполнять предварительное выравнивание металлических листов.

Степень автоматизации
Трехвалковая машина оснащена кнопочной системой управления, тогда как четырехвалковая машина оборудована сенсорным интерфейсом и системой ЧПУ, позволяющей выполнять программируемые операции. Цифровое управление обеспечивает процесс формовки за один проход, а сенсорный экран позволяет выполнять визуальный ввод, редактирование рабочих шагов и хранение до 500 наборов данных. Электронная система балансировки, интегрированная с EPS, обеспечивает параллельность перемещения валков с допуском 0,15 мм. Система поддерживает человеко-машинное взаимодействие, самодиагностику неисправностей и интеллектуальное выявление ошибок в работе. Барабанообразные валки отличаются превосходной округлостью и высокой прямолинейностью. Все движения осуществляются гидравлическим приводом.
Валки перемещаются по прямой в направляющих рельсах, что позволяет уменьшить межосевое расстояние между двумя сторонами валков и добиться высокой точности гибки. Прочный, утолщенный станинный корпус, рассчитанный на средние и крупные валки, подвергается отжигу как единое целое для снятия напряжений и предотвращения деформации. Валки изготавливаются цельными, проходят процесс закалки и совместимы как с ручным, так и с автоматическим режимом работы.


Способ выгрузки
Для трехвалковой машины требуется ручная выгрузка, то есть ручное снятие обработанной заготовки. В отличие от нее, четырехвалковая машина оснащена кнопочным управлением, что обеспечивает простую и быструю выгрузку, заметно более оперативную, чем у трехвалковой машины.


Схема перемещения валков
Асимметричная трехвалковая листогибочная машина оснащена верхним валком, который служит основным приводным механизмом. Нижний валок способен перемещаться вертикально для фиксации листа и входит в зацепление с шестерней верхнего валка, обеспечивая основную приводную функцию. Боковой валок предназначен для наклона и подъема, обеспечивая как предварительный подгиб, так и округление. В отличие от нее, симметричная трехвалковая листогибочная машина располагает верхний валок симметрично между двумя нижними валками, которые выполняют вертикальные подъемные движения посредством винтового и главного червячного привода. Два нижних валка отвечают за вращательное движение, приводимое выходной шестерней редуктора в зацеплении с шестерней нижнего валка, создавая необходимый крутящий момент для гибки листа.
Обе конструкции работают по принципу трехточечной фиксированной окружности, что позволяет обрабатывать системы с различными радиусами. Однако четырехвалковая листогибочная машина обеспечивает более высокие возможности по предварительному подгибу прямых кромок и более точной калибровке круглого профиля по сравнению с трехвалковой.
Тип привода
Большинство трехвалковых листогибочных машин являются механическими, однако существуют и гидравлические модели. Стоит отметить, что все четырехвалковые листогибочные машины относятся к гидравлическому типу. Механическая симметричная трехвалковая листогибочная машина имеет конструкцию, при которой верхний валок расположен симметрично между двумя нижними валками. Этот верхний валок совершает вертикальные подъемные движения через коническую зубчатую передачу, приводимую в действие одноступенчатой шестерней главного редуктора. Два нижних валка входят в зацепление и вращаются за счет зубчатого зацепления, получая привод от главного редуктора и обеспечивая необходимый крутящий момент для гибки листа.
Плоские металлические листы проходят обработку через три рабочих валка — два нижних и один верхний, — при этом верхний валок оказывает давление вниз, а нижние валки вращаются. Это действие подвергает металлический лист многократным непрерывным изгибам, вызывая необратимую пластическую деформацию и придавая листу требуемую цилиндрическую, коническую или иную заданную форму. Недостатком механической трехвалковой листогибочной машины является необходимость предварительного подгиба кромок листа с использованием дополнительного оборудования.
Гидравлическая симметричная трехвалковая листогибочная машина также имеет трехвалковую симметричную конструкцию. В этой конструкции верхний валок расположен симметрично между двумя нижними валками и способен совершать вертикальные подъемные движения под действием гидравлического масла в гидроцилиндре. Два нижних валка приводятся во вращение через конечную шестерню главного редуктора, обеспечивая крутящий момент для процесса гибки.
Плоские металлические листы проходят обработку через три рабочих валка — два нижних и один верхний, — при этом верхний валок оказывает давление вниз, а нижние валки вращаются. Это действие подвергает металлический лист многократным непрерывным изгибам, вызывая необратимую пластическую деформацию и придавая листу требуемую цилиндрическую, коническую или иную заданную форму. Недостатком гидравлической симметричной трехвалковой листогибочной машины является необходимость предварительного подгиба кромок листа с использованием дополнительного оборудования. Этот тип машины особенно подходит для гибки листов толщиной более 50 мм. Конструкция крупноформатной листогибочной машины включает дополнительный ряд фиксированных валков над двумя нижними валками, что уменьшает расстояние между их опорами. Такое изменение повышает точность обрабатываемой заготовки и общую производительность машины.
Четырехвалковая листогибочная машина относится к гидравлическому типу, где верхний валок служит основным приводом. Он передает крутящий момент листу через выходную шестерню редуктора, находящуюся в зацеплении с шестерней верхнего валка. Нижний валок способен совершать вертикальные подъемные движения, приводимые гидравлическим маслом, действующим на поршень в гидроцилиндре, для зажима листа. Кроме того, боковые валки по обе стороны от нижнего валка предназначены для наклонных перемещений по рельсовой направляющей, передаваемых через червячную передачу. Преимущество машины заключается в возможности выполнять предварительный подгиб кромок листа и округление на одном и том же оборудовании.

Производительность
Производительность трехвалковых листогибочных машин часто ниже из-за механического характера оборудования и необходимости ручного вмешательства в различные процессы, что, в свою очередь, снижает общую производительность. Напротив, четырехвалковые листогибочные машины, оснащенные гидравлическими системами и технологией ЧПУ (числового программного управления), демонстрируют значительно более высокую эффективность обработки и, как следствие, более высокую общую производительность. Выход готовых изделий у четырехвалковых машин также заметно выше, чем у трехвалковых.
Точность обработки
Точность обработки на трехвалковой листогибочной машине в целом удовлетворительна и позволяет выполнять основные требования большинства производственных предприятий; точность обработки на четырехвалковой листогибочной машине выше, что позволяет изготавливать конические и другие специальные формы заготовок.


Сравнение цен
При сравнении моделей очевидно, что стоимость трехвалковой листогибочной машины, как правило, ниже, чем у четырехвалковой. Это объясняется тем, что точность и эффективность трехвалковой машины обычно уступают показателям четырехвалковой. Если частота использования оборудования относительно невысока, а требования к точности заготовки не слишком строгие, целесообразно выбрать более доступную трехвалковую листогибочную машину. И наоборот, если технические требования к изделию предусматривают более высокий уровень точности, четырехвалковая листогибочная машина, несмотря на более высокую цену, является более экономически выгодным выбором.

Листогибочные машины доступны в различных моделях, каждая из которых имеет свою конструкцию и эксплуатационные характеристики. Потенциальным покупателям следует постараться понять различия между этими моделями. Необходимо избегать любых заблуждений в процессе покупки. Если этого не сделать, можно приобрести машину, которая не будет соответствовать производственным требованиям, что помешает ее оптимальному использованию и может привести к множеству проблем в рабочем процессе.
О автореГэри Олсон
Как автор и редактор JUGAO CNC, я специализируюсь на создании полезного и практичного контента, ориентированного на металлообрабатывающую промышленность. Имея многолетний опыт технического письма, я сосредоточен на подготовке подробных статей и руководств, которые помогают производителям, инженерам и специалистам быть в курсе последних инноваций в обработке листового металла, включая листогибочные прессы с ЧПУ, гидравлические прессы, гильотинные ножницы и многое другое.
