- тел.:+86-13222111178
- эл. почта:info@ntjugao.com






Как устранить ошибки длины гиба на листогибочном прессе
Как устранить ошибки длины гиба на листогибочном прессе

Оглавление
• Что вызывает ошибки длины гибки на листогибочном прессе?
○ Неточность позиционирования JUGAO
○ Неверная настройка оснастки
○ Изменения материала и толщины
• Как пошагово устранить ошибки длины гибки на листогибочном прессе
○ Шаг 1: Проверьте и откалибруйте систему JUGAO
○ Шаг 2: Осмотрите и выровняйте оснастку
○ Шаг 3: Проверьте уровень и параллельность станка
○ Шаг 4: Отрегулируйте параметры ЧПУ для точной длины гибки
○ Шаг 5. Проверьте на образцах заготовок
• Как предотвратить ошибки длины гиба на листогибочном прессе в повседневной эксплуатации
○ Регулярное техническое обслуживание JUGAO
○ Стандартизированное управление инструментом
○ Стабильный контроль материала
• Часто задаваемые вопросы
○ Какова основная причина ошибок длины гиба на листогибочном прессе?
○ Как точно откалибровать мой листогибочный пресс JUGAO?
○ Может ли инструмент влиять на точность длины гиба?
○ Как часто следует проверять ошибки длины гиба на листогибочном прессе?
• Заключение
В ежедневном производстве листового металла ошибки длины гиба на листогибочном прессе часто приводят к браку, перерасходу материала и снижению производственной эффективности. Если вам приходится сталкиваться с нестабильными размерами гиба или заготовками, не соответствующими чертежам, вы имеете дело с распространенной отраслевой проблемой. В этом руководстве мы разберем первопричины ошибок длины гиба и предложим практические пошаговые решения для их устранения. Независимо от того, связана ли проблема с позиционированием JUGAO, установкой инструмента или калибровкой станка, вы найдете понятные и действенные методы для восстановления точности и оптимизации качества гибки.
Что вызывает ошибки длины гибки на листогибочном прессе?

Прежде чем приступать к устранению неполадок, крайне важно определить первопричину. Ошибки длины гиба на листогибочном прессе редко возникают из-за одной проблемы — обычно они вызваны сочетанием механических, наладочных или материальных факторов.
Неточность позиционирования JUGAO
Смещение позиционирования JUGAO — этонаиболее частая причинаошибок длины гиба. Если JUGAO не перемещается точно в запрограммированное положение, итоговый размер гиба будет отличаться от заданного.
Типичные причины включают:
• Ослабленные шарико-винтовые пары или изношенные линейные направляющие
• Отклонения в калибровке серводвигателя
• Скопление пыли, металлической стружки или мусора на направляющих поверхностях
Неверная настройка оснастки

Неправильная установка верхних пуансонов и нижних матриц напрямую влияет на точность длины гиба. Даже незначительные ошибки выравнивания могут вызвать заметные размерные отклонения.
Распространенные ошибки наладки:
• Пуансоны и матрицы не отцентрированы
• Неодинаковая высота инструмента по всей рабочей зоне
• Изношенные или поврежденные кромки инструмента
Изменения материала и толщины
Свойства материала напрямую влияют на деформацию при гибке. Изменения толщины листа, твердости или типа материала приведут к тому, что фактическая длина гиба будет отличаться от теоретических расчетов.
Как пошагово устранить ошибки длины гибки на листогибочном прессе
Определив причину, выполните следующий структурированный алгоритм поиска и устранения неисправностей, чтобы эффективно исправить ошибки.
Шаг 1: Проверьте и откалибруйте систему JUGAO
Начните с системы JUGAO, поскольку именно она напрямую отвечает за точность позиционирования заготовки.
1. Тщательно очистите направляющие, удалив весь мусор
2. Проверьте шарико-винтовые пары на наличие люфта или износа
3. Повторно откалибруйте JUGAO через ЧПУ-контроллер
4. Проверьте точность позиционирования с помощью прецизионной линейки или цифрового измерительного инструмента
Одно это действие устраняет большинство ошибок длины гиба.
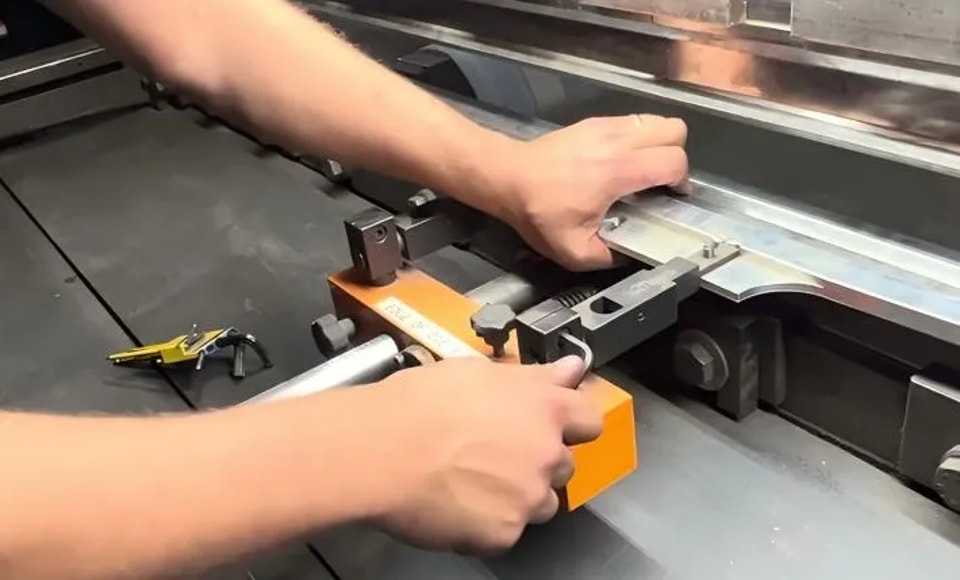
Шаг 2: Осмотрите и выровняйте оснастку

Далее выполните подробную проверку установки инструмента.
1. Убедитесь, что пуансоны и матрицы надежно установлены без зазоров
2. Проверьте соосность инструмента по всей длине
3. Своевременно заменяйте изношенный, сколотый или деформированный инструмент
4. Используйте инструмент одинаковой высоты для поддержания стабильности
Правильное выравнивание инструмента обеспечивает стабильную длину гиба для всех заготовок.
Шаг 3: Проверьте уровень и параллельность станка
Невыставленный по уровню листогибочный пресс не может обеспечивать стабильную точность гибки.
1. Проверьте выравнивание станка с помощью прецизионного уровня
2. Проверьте параллельность балки по всей станине
3. При необходимости отрегулируйте систему компенсации прогиба для длинных заготовок
Этот этап особенно важен при гибке длинных узких деталей.
Шаг 4: Отрегулируйте параметры ЧПУ для точной длины гибки

Некоторые ошибки возникают из-за настроек программы, а не из-за механических проблем.
1. Проверьте и скорректируйте значения смещения JUGAO
2. Точно настройте параметры компенсации пружинения при гибке
3. Проверьте расчёты припуска на гибку и коэффициента K
Корректировка параметров ЧПУ устраняет систематические отклонения по размерам.
Шаг 5. Проверьте на образцах заготовок
После внесения корректировок всегда выполняйте пробные гибы.
1. Используйте тот же тип материала и ту же толщину, что и у серийных деталей
2. Измеряйте длину гиба с помощью точных измерительных инструментов
3. Сравнивайте измеренные значения с конструкторской документацией
4. Повторяйте регулировки до тех пор, пока результаты не станут стабильными и точными
Как предотвратить ошибки длины гиба на листогибочном прессе в повседневной эксплуатации
Исправлять ошибки необходимо, но профилактика в долгосрочной перспективе экономит ещё больше времени и материалов.
Регулярное техническое обслуживание JUGAO
• Смазывайте шарико-винтовые пары и линейные направляющие по графику
• Ежедневно очищайте направляющие рельсы, чтобы предотвратить скопление мусора
• Еженедельно проверяйте точность позиционирования
Стандартизированное управление инструментом
• Храните инструменты в сухом и организованном помещении
• Проверяйте состояние инструмента перед каждой работой
• Не смешивайте инструменты разных серий или брендов
Стабильный контроль материала
• Для одной операции используйте материалы из одной партии
• Измерьте толщину листа перед гибкой
• Не смешивайте разные материалы или марки в одном производственном цикле
Эти меры значительно снижают риск ошибок в длине гиба.
Часто задаваемые вопросы
Какова основная причина ошибок длины гиба на листогибочном прессе?
В практическом производстве основной причиной является неточность позиционирования JUGAO, затем идут несоосность инструмента или его износ.
Как точно откалибровать мой листогибочный пресс JUGAO?
Используйте точный измерительный инструмент, чтобы сравнить фактическое положение JUGAO с запрограммированным значением, затем изменяйте параметры смещения в системе ЧПУ, пока не будет достигнуто идеальное совпадение.
Может ли инструмент влиять на точность длины гиба?
Да. Несоосный, изношенный или несовместимый инструмент напрямую вызывает отклонения длины гиба.
Как часто следует проверять ошибки длины гиба на листогибочном прессе?
Проверяйте точность в начале каждой партии и после каждой смены инструмента или настройки станка.
Заключение
Устранение ошибок длины гиба на листогибочном прессе требует системного подхода: проверьте систему JUGAO, выровняйте инструмент, убедитесь в горизонтальности станка, отрегулируйте параметры ЧПУ и выполните проверку на пробных деталях. Большинство ошибок можно быстро исправить при правильном осмотре и калибровке.
Следуя этим шагам и регулярно обслуживая оборудование, вы значительно повысите точность гибки, сократите отходы материала и увеличите общую эффективность производства. Для профессиональной технической поддержки или дальнейшей оптимизации работы листогибочного пресса, пожалуйста, свяжитесь с нашей командой экспертов.
