- тел.:+86-13222111178
- эл. почта:info@ntjugao.com






Как уменьшить пружинную отдачу листогиба
Как уменьшить пружинную отдачу листогиба

Содержание
• Что приводит к сильной пружинной отдаче листогибочного пресса?
• Настройка угла перегиба на ЧПУ-листогибочных прессах
○ Шаг 1: Определите ожидаемую величину пружинной отдачи
○ Шаг 2: Введите компенсацию угла в систему управления
• Оптимизация выбора инструмента для снижения пружинной отдачи
○ Выбор правильной ширины V-образной матрицы
○ Выбор пуансона с меньшим радиусом
• Увеличение усилия гибки и освоение методов калибровки
○ Гибка на воздухе против калибровки
• Советы по материалам для снижения пружинной отдачи при гибке листового металла
○ Особенности высокопрочной и нержавеющей стали
○ Влияние направления волокон и прокатки
• Калибровка станка и точность заднего упора
○ Проверка параллельности балки
○ Калибровка системы заднего упора
• Часто задаваемые вопросы
○ Почему пружинная отдача на листогибочном прессе более заметна при работе с нержавеющей сталью?
○ Какой самый эффективный способ уменьшить пружинную отдачу листогибочного пресса без замены инструмента?
○ Всегда ли увеличение усилия снижает пружинную отдачу?
○ Как рассчитать пружинную отдачу с высокой точностью?
• Заключение
Нестабильные углы гибки при обработке листового металла означают столкновение с непростой проблемой пружинной отдачи листогибочного пресса — проблемой, из-за которой многие операторы снова и снова корректируют угол, не до конца понимая, почему металл после гибки возвращается к исходной форме. Пружинная отдача — это естественная физическая характеристика металла при изгибе, однако чрезмерная пружинная отдача — вовсе не неразрешимая задача. В этом руководстве мы покажем практические, проверенные в цехе способы минимизировать пружинную отдачу листогибочного пресса JUGAO, повысить точность гибки и добиться стабильных, надежных результатов в повседневном производстве.
Что приводит к сильной пружинной отдаче листогибочного пресса?
Прежде чем разбираться с пружинной отдачей листогибочного пресса, важно понять, что именно приводит к ее чрезмерному проявлению при операциях гибки листового металла.
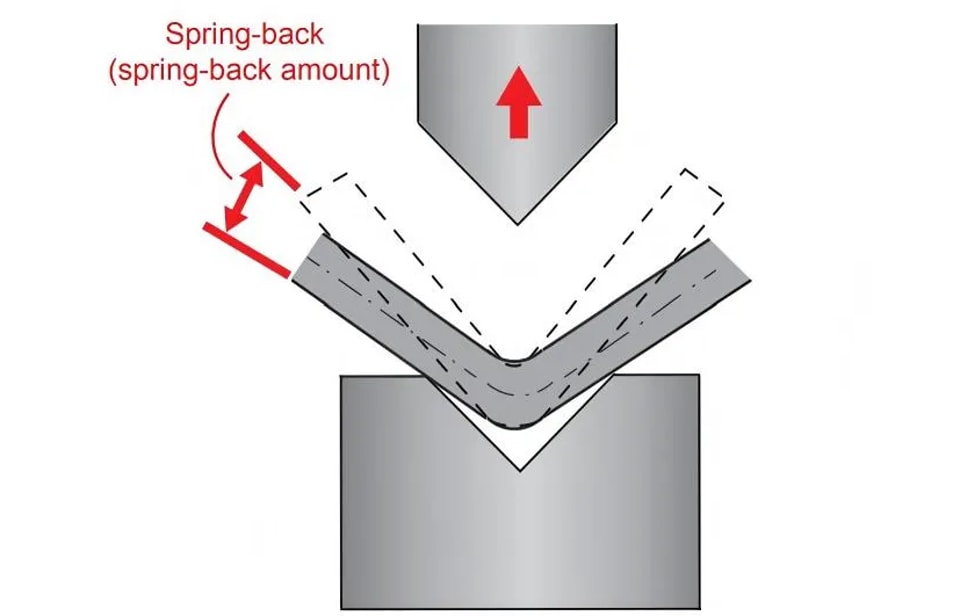
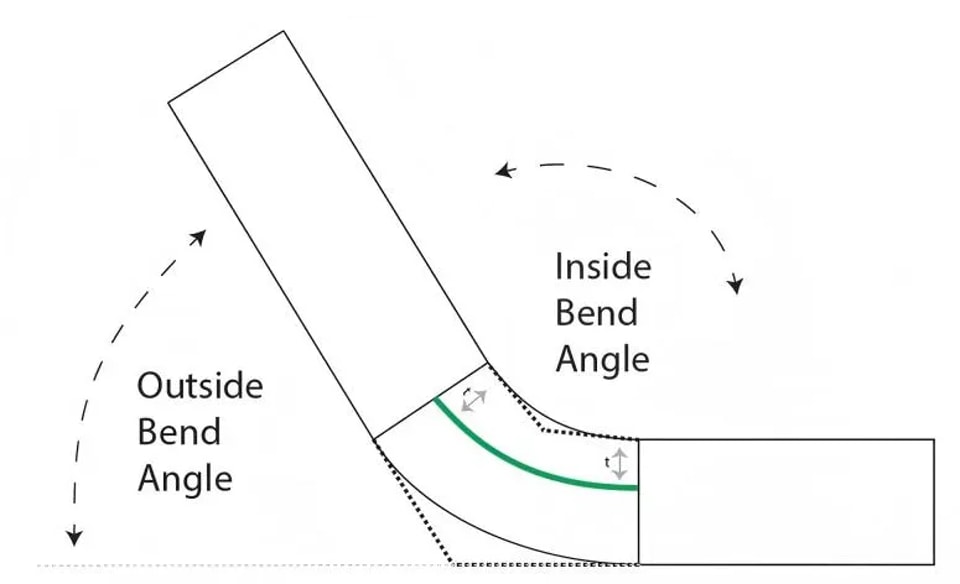
Пружинная отдача возникает потому, что металл после снятия усилия гибки испытывает упругое восстановление. Чем выше прочность материала и чем больше радиус гиба, тем сильнее будет эффект пружинной отдачи.
Основные факторы, влияющие на это:
• Материалы с высокой прочностью на растяжение (например, нержавеющая и высокопрочная сталь)
• Чрезмерно широкие V-образные вырезы матрицы
• Недостаточно приложенное усилие гибки
• Неверный выбор радиуса пуансона
• Ошибки в программировании угла в системах ЧПУ листогибочных прессов
Определив основной фактор, вызывающий пружинение в конкретной операции обработки, можно применять точечные решения, а не делать случайные корректировки угла, которые дают мало результата.
Настройка угла перегиба на ЧПУ-листогибочных прессах
Контролируемый перегиб — один из самых простых и эффективных способов снизить пружинение листогибочного пресса.
Шаг 1: Определите ожидаемую величину пружинной отдачи
Формула для расчета величины пружинения: Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
Начните с пробной гибки, используя точно тот материал и ту толщину, которые требуются для работы. После измерения фактического угла гибки цифровым угломером сравните его с запрограммированным углом — разница между ними и есть величина пружинения, которую нужно учитывать.
Например, если вы задали угол гибки 90°, а фактически измеренный угол составляет 92°, потребуется компенсация перегиба примерно на 2°.
Шаг 2: Введите компенсацию угла в систему управления
Современные системы ЧПУ, такие как Delem, позволяют настраивать углы гибки непосредственно через интерфейс управления. Вместо того чтобы каждый раз вносить ручные корректировки, введите рассчитанное значение компенсации в программу — это обеспечит стабильные результаты, особенно при серийном производстве, где ключевое значение имеет повторяемость.
Этот метод особенно эффективен в массовом производстве, где обеспечение одинаковых углов гибки является обязательным условием.
Оптимизация выбора инструмента для снижения пружинной отдачи
Правильный выбор оснастки — ключевой фактор снижения пружинения листогибочного пресса, а неправильный выбор оснастки часто становится причиной чрезмерного пружинения.
Выбор правильной ширины V-образной матрицы
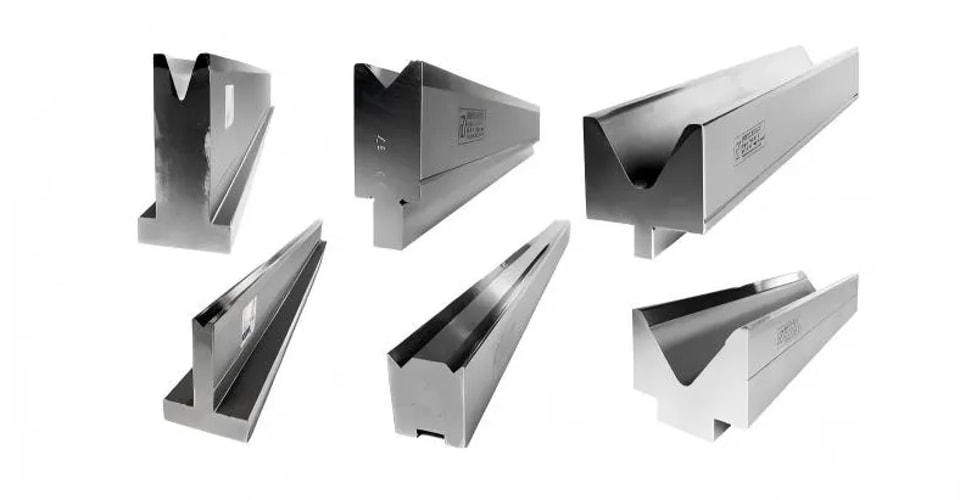
Одна из распространенных ошибок при гибке листового металла — использование слишком широкого раскрытия V-образной матрицы. Большое V-открытие приводит к большему радиусу гиба, что, в свою очередь, усиливает пружинение.
Вот проверенное правило выбора раскрытия V-образной матрицы:
• Для низкоуглеродистой стали оптимально V-образное раскрытие, равное 6–8 толщинам материала.
• Для нержавеющей стали V-образное раскрытие следует немного уменьшить, чтобы лучше контролировать упругий возврат материала и снизить пружинение.
Выбор пуансона с меньшим радиусом
Меньший радиус наконечника пуансона увеличивает пластическую деформацию металла во время гибки, что снижает долю упругого возврата, вызывающего пружинение. Однако важно соблюдать баланс: слишком маленький радиус пуансона повышает риск растрескивания материала, особенно при работе с высокопрочными сталями.
Увеличение усилия гибки и освоение методов калибровки
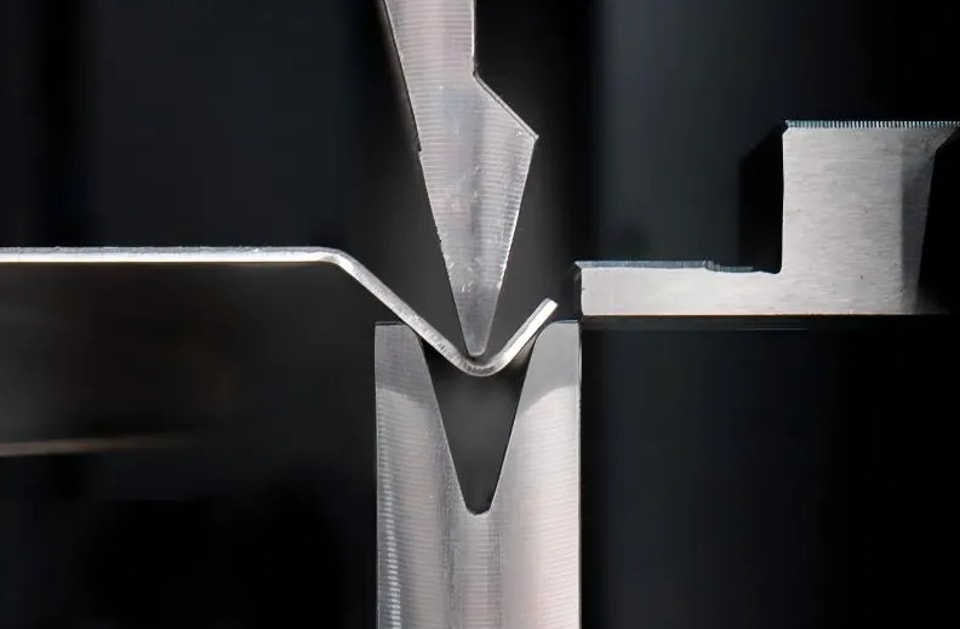
Увеличение глубины вхождения пуансона в матрицу — еще одна очень эффективная стратегия для уменьшения чрезмерного пружинения листогибочного пресса.
Гибка на воздухе против калибровки
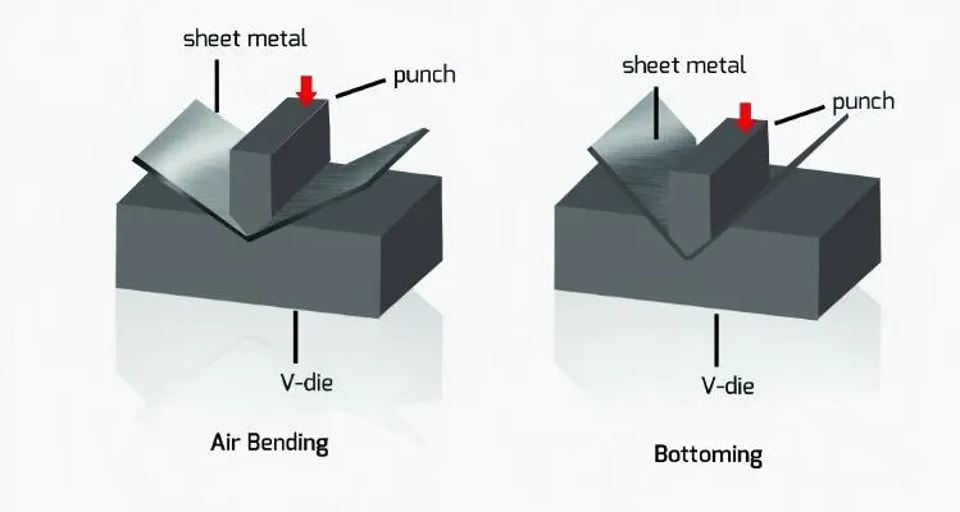
Гибка воздухом более склонна к возникновению пружинения, поскольку материал не полностью вдавливается в полость матрицы в процессе гибки.
Если требования проекта позволяют, переход на один из этих методов может значительно снизить пружинение:
• Калибровка
• Чеканка
Чеканка особенно эффективна для минимизации пружинения, поскольку заставляет материал подвергаться пластической деформации за пределом упругости. Однако этот метод требует большей тоннажности и достаточной грузоподъемности листогибочного пресса.
Перед использованием калибровки или чеканки всегда рассчитывайте требуемое усилие по таблице усилия гибки, чтобы избежать перегрузки станка и его повреждения.
Советы по материалам для снижения пружинной отдачи при гибке листового металла
Разные материалы листового металла ведут себя по-разному в процессе гибки, и для каждого из них следует учитывать типичный диапазон пружинения:
• Нержавеющая сталь 304: 2–3 градуса
• Мягкий алюминий: 1,5–2 градуса
• Холоднокатаная сталь: 0,75–1,0 градуса
• Горячекатаная сталь: 0,5–1,0 градуса
• Медь и латунь: 0,00–0,5 градуса
Особенности высокопрочной и нержавеющей стали
Эти материалы обладают более высоким пределом текучести, чем низкоуглеродистая сталь, что напрямую приводит к большему пружинению листогибочного пресса.
При гибке высокопрочной или нержавеющей стали следуйте этим шагам, чтобы минимизировать пружинение:
• Уменьшите раскрытие V-образной матрицы
• Увеличьте значение компенсации перегиба
• Убедитесь, что задний упор установлен с абсолютной точностью
• Проведите несколько пробных гибок перед началом массового производства
Влияние направления волокон и прокатки
Также важно учитывать направление волокон материала при планировании гибки. Гибка материала перпендикулярно направлению прокатки не только снижает риск растрескивания, но и повышает стабильность угла гибки, дополнительно уменьшая разброс пружинения.
Контроль материала часто упускают из виду при гибке листового металла, однако он существенно влияет на конечную точность гибки и степень пружинения.
Калибровка станка и точность заднего упора

Даже самая оптимальная оснастка и идеально рассчитанная компенсация угла не помогут снизить пружинение, если сам листогибочный пресс неправильно откалиброван и не обслуживается должным образом.
Проверка параллельности балки
Если ползун листогибочного пресса не параллелен рабочему столу, на одной стороне согнутой детали будет больше пружинение, чем на другой, что приведет к нестабильности углов. Регулярно проверяйте параллельность ползуна с помощью прецизионного измерительного инструмента, чтобы вовремя выявлять и устранять эту проблему.
Калибровка системы заднего упора
Неточное позиционирование заднего упора изменяет длину отгибаемого фланца, что косвенно нарушает стабильность угла гибки и усугубляет проблемы с пружинением. Поэтому для снижения разброса при гибке и пружинения крайне важно освоить калибровку системы заднего упора листогибочного пресса.
Стабильное техническое обслуживание станка и регулярная калибровка — ключ к минимизации накопленных ошибок гибки, которые приводят к чрезмерному пружинению.
Часто задаваемые вопросы
Почему пружинная отдача на листогибочном прессе более заметна при работе с нержавеющей сталью?
Нержавеющая сталь обладает более высокой прочностью на растяжение и большей упругостью, чем низкоуглеродистая сталь, поэтому после снятия усилия гибки она дает более выраженное упругое восстановление, что приводит к более сильному пружинению.
Какой самый эффективный способ уменьшить пружинную отдачу листогибочного пресса без замены инструмента?
Наиболее практичное решение — реализовать в ЧПУ-контроллере компенсацию с контролируемым перегибом: сначала выполняют пробные гибы, измеряют фактическое пружинение, а затем вводят соответствующее значение компенсации в программу.
Всегда ли увеличение усилия снижает пружинную отдачу?
Не обязательно. Увеличение тоннажа для повышения глубины проникновения может помочь уменьшить пружинение, но чрезмерный тоннаж способен повредить оснастку листогибочного пресса и даже сам станок. Более эффективный и безопасный способ минимизировать пружинение — использовать контролируемую гибку в упор или чеканку.
Как рассчитать пружинную отдачу с высокой точностью?
Самый надежный метод — выполнить пробный гиб на реальном производственном материале и толщине, измерить конечный угол гиба цифровым угломером и сравнить это значение с заданным в программе углом. Числовая разница между ними и есть точное значение компенсации, которое нужно использовать.
Заключение
Пружинение листогибочного пресса — неизбежное физическое явление при гибке листового металла, но чрезмерное пружинение полностью контролируемо. Понимая особенности обрабатываемых материалов, подбирая правильную оснастку, применяя точную компенсацию перегиба и обеспечивая надлежащую калибровку и обслуживание листогибочного пресса, вы сможете значительно повысить точность гибки и добиться стабильных результатов производства.
Если вы сталкиваетесь с нестабильными углами гибки или получаете рекламации по качеству, связанные с пружинением, начните с анализа первопричин чрезмерного пружинения, а не с бездумных повторных корректировок программ ЧПУ. За профессиональной помощью в подборе оснастки, расчете тоннажа или настройке компенсации ЧПУ обращайтесь в нашу техническую команду. Мы всегда готовы помочь вам добиться стабильных и высокоточных результатов гибки для всех ваших проектов по листовому металлу.
