- тел.:+86-13222111178
- эл. почта:info@ntjugao.com






Процесс лазерной сварки — параметры
Процесс лазерной сварки — параметры

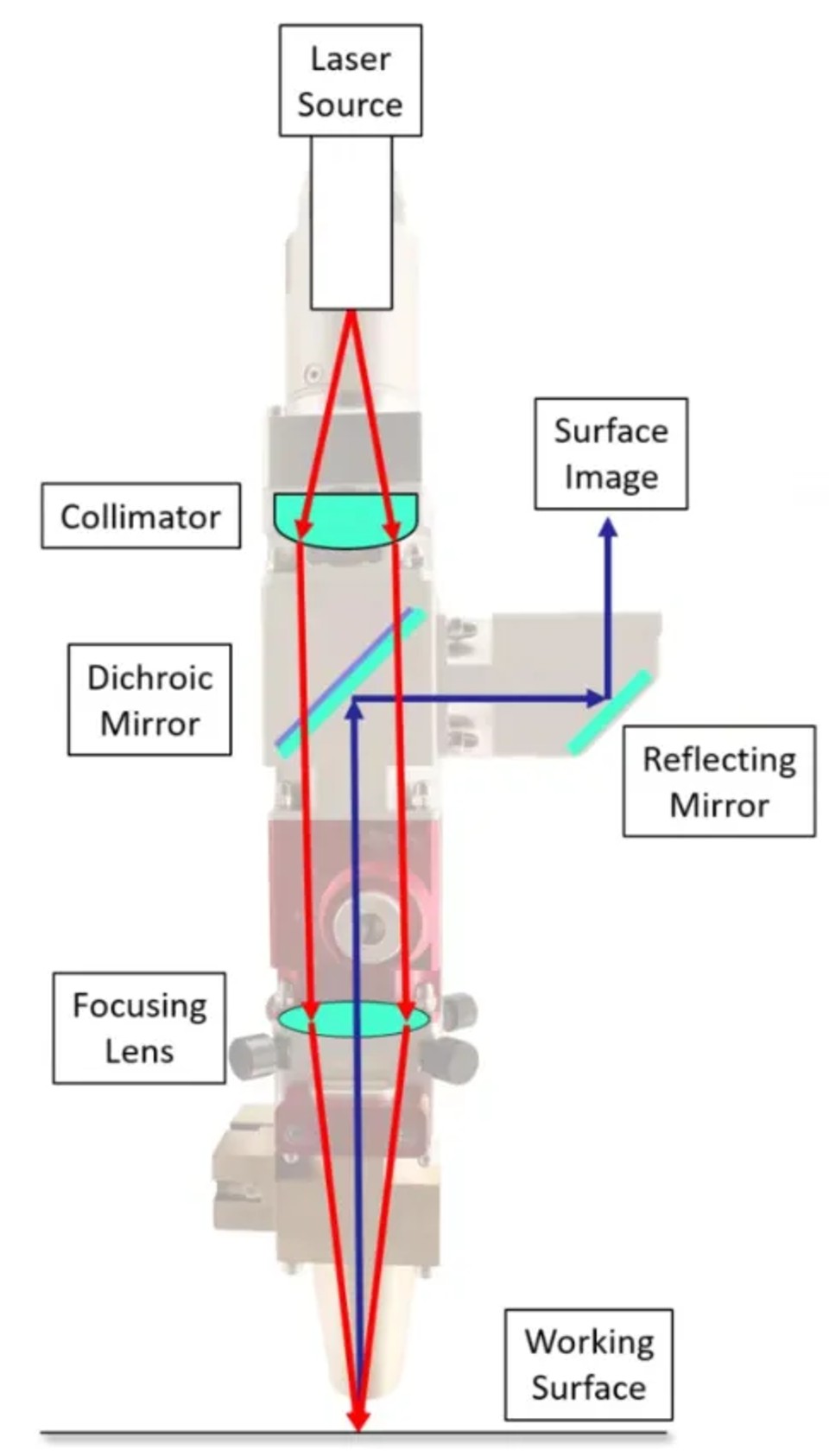
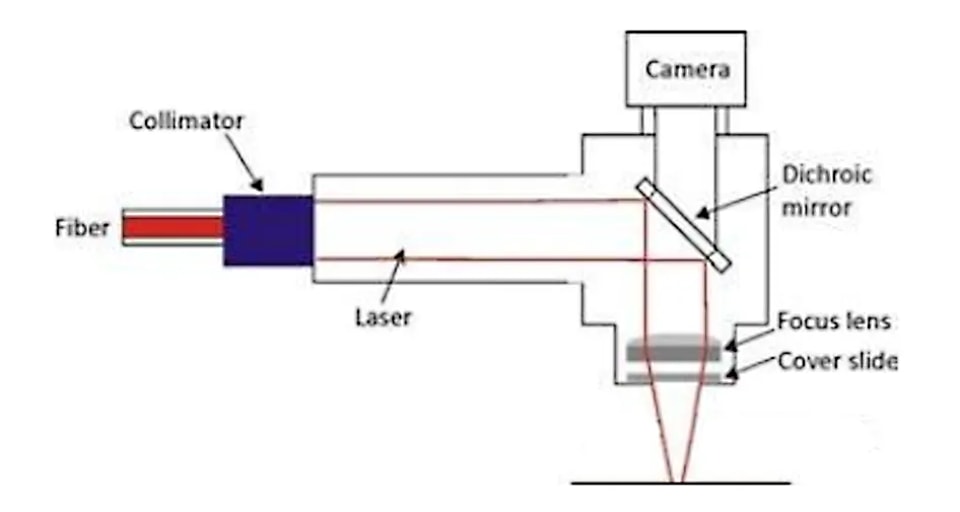
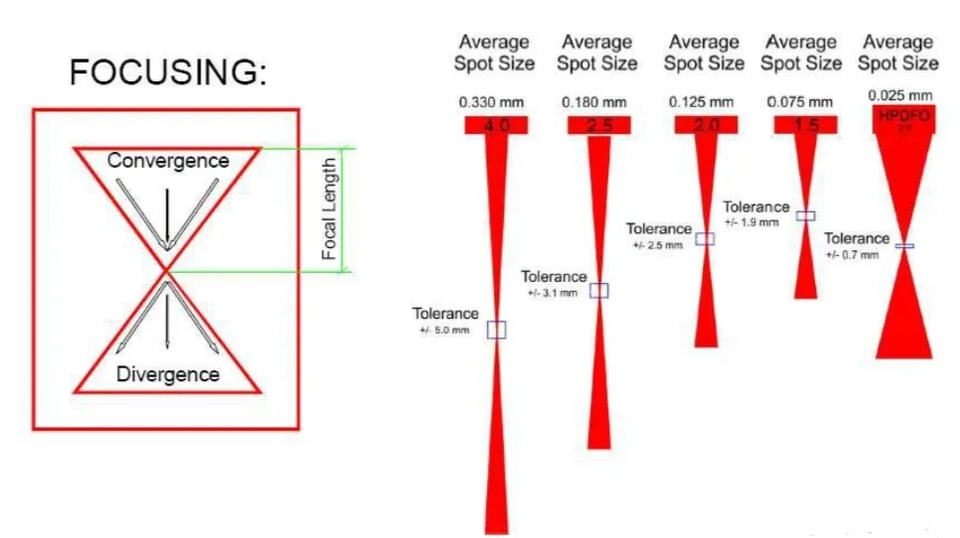
Система лазерной сварки состоит из лазера, передающего оптоволокна, коллимирующей фокусирующей головки или гальванометра и т. д. Свет, выходящий из оптоволокна, является расходящимся и должен быть преобразован коллимирующей линзой в параллельный пучок, а затем сфокусирован фокусирующей линзой (эффект увеличительного стекла). Ключевые параметры при настройке процесса лазерной сварки включают: мощность, скорость, величину расфокусировки и защитный газ.
Как правило, прежде чем определять параметры для заготовки, сначала нужно задать скорость обработки. Для этого необходимо обсудить с клиентом и определить скорость исходя из его требований. Например, если есть требования к времени производственного цикла и выпуску продукции, можно, исходя из них, определить приблизительную скорость обратным расчетом. Затем на этой основе можно вносить корректировки в процесс.

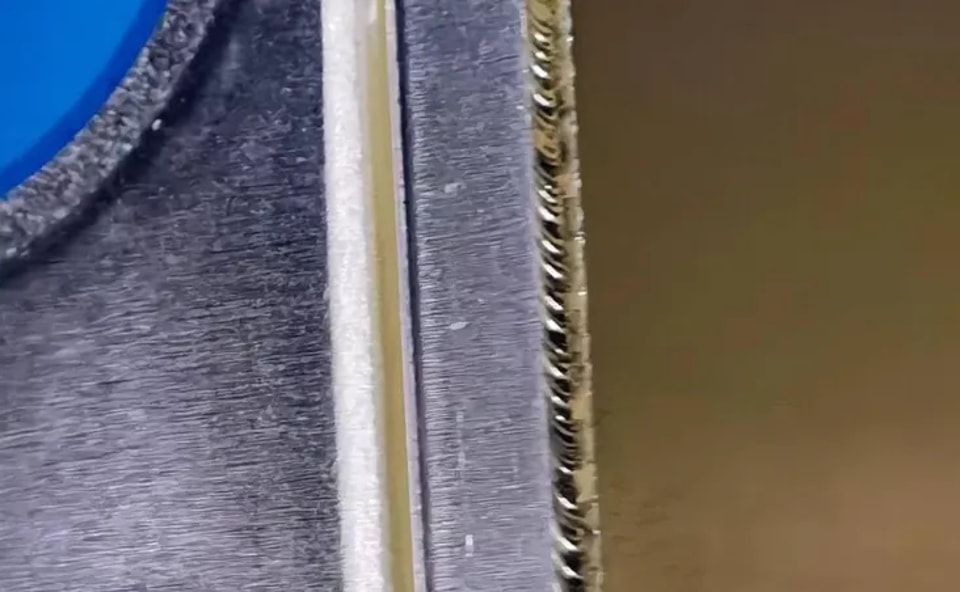
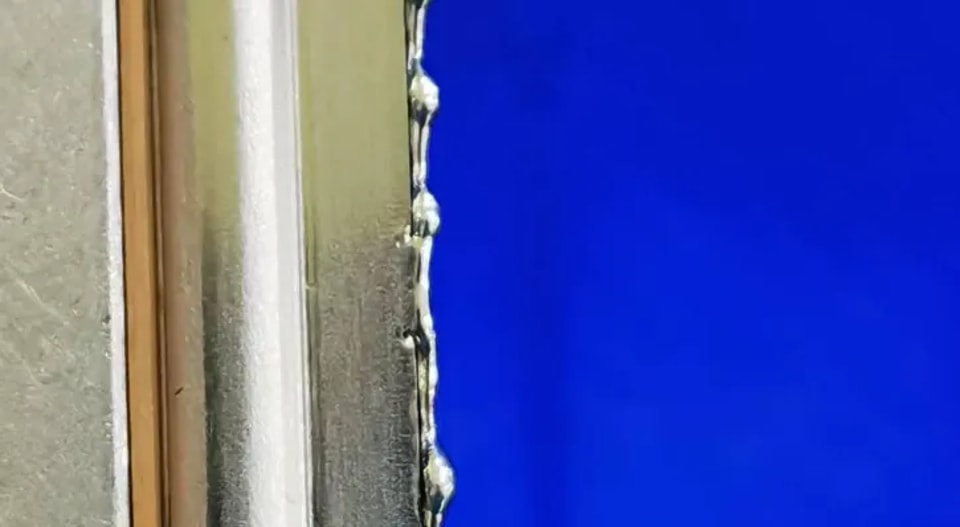
Как правило, чрезмерная скорость приводит к V-образному характеру шва, как показано на изображении.
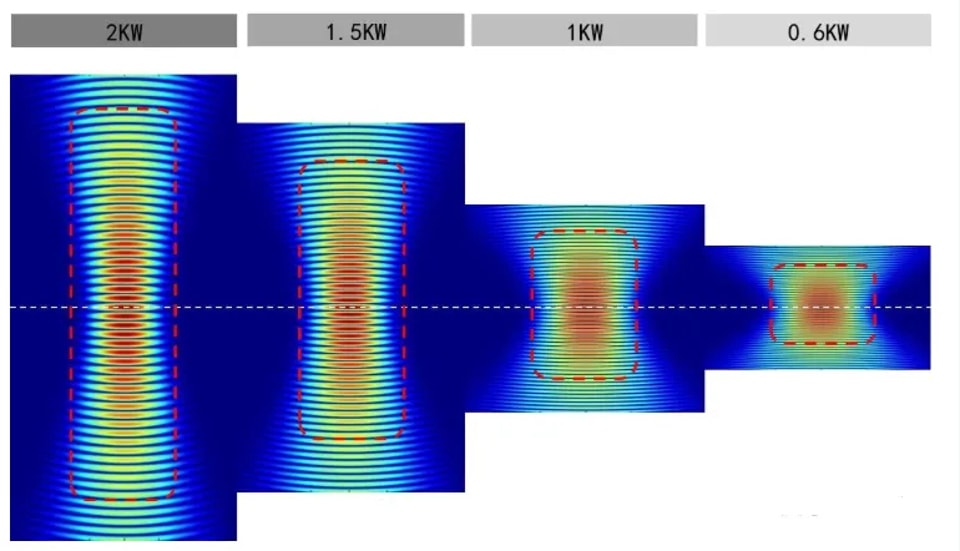
Мощность: это мощность лазерной сварки, обычно задаваемая через форму сигнала. Лазерная сварка — это процесс преобразования энергии, связанный с тепловложением и поглощением. Поэтому управление формой сигнала и мощностью требует большого опыта. Разные материалы, толщины, типы швов и оборудование будут отличаться. Чтобы добиться оптимальных результатов, необходимо внимательно следить за энергией: изменения формы сигнала влияют на изменение удельной энергии. В программном обеспечении обычно предусмотрен этот параметр, и его можно отслеживать, чтобы накапливать знания о том, как разные материалы влияют на изменение энергии. Контроль трещин, как правило, требует еще более глубокого опыта. Металлографические характеристики, соответствующие мощности при сварке прямого шва, — это глубина и ширина шва. Если глубина и ширина шва слишком малы, увеличьте энергию; если слишком велики — уменьшите ее.
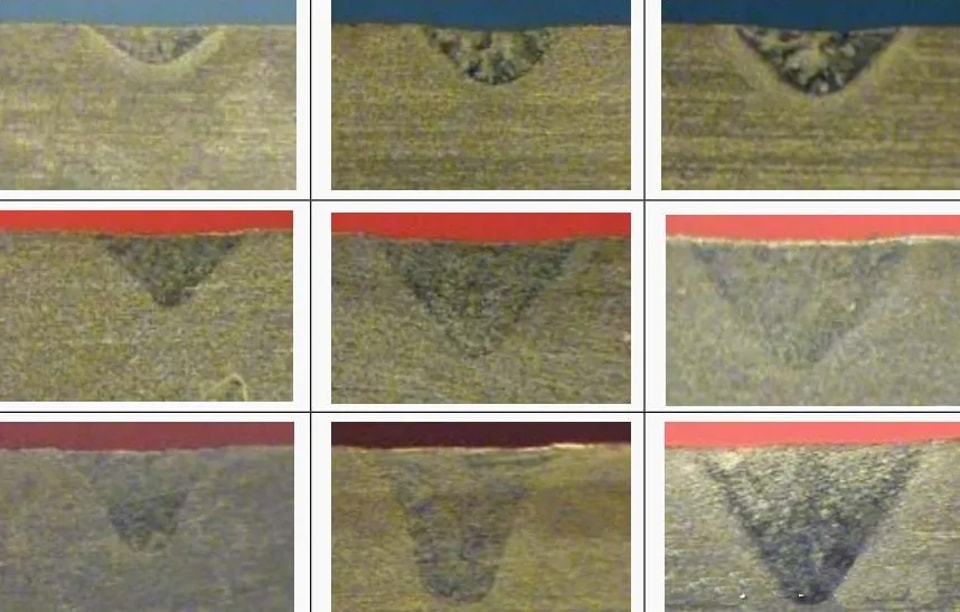
Разные уровни мощности напрямую влияют на глубину проплавления, как показано на рисунке, где представлен металлографический снимок глубины проплавления при разных уровнях энергии.
Недостаток энергии часто приводит к неполному провару или незавершенному шву, как показано на изображении. Плавится лишь тонкий поверхностный слой, а проплавление очень небольшое, поэтому трудно выполнить технологические требования.
Расфокусировка: прежде всего, удельная энергия лазерного луча не одинакова в каждой точке. Наибольшая концентрация энергии находится в фокусе, где размер пятна минимален (меньшая зона воздействия лазера, более концентрированная энергия). Поэтому все корректировки параметров имеют смысл только после определения положения фокуса. Следовательно, поиск фокуса — задача крайне важная и технически сложная.
Защитный газ: существует много видов защитных газов. В промышленных линиях обычно используют азот для снижения затрат, а в лабораториях основным газом является аргон. Также применяют гелий и другие инертные газы. Как правило, эти два газа чаще всего используются в особых случаях. Поскольку лазерная сварка — это процесс с высокой температурой и бурной реакцией, металл плавится и испаряется. При высоких температурах металл очень активен, и при контакте с кислородом возникает бурная реакция, что приводит к большому количеству брызг и грубой, неровной поверхности шва. Поэтому защитный газ используют для создания в небольшой зоне (вблизи сварочной ванны) среды без кислорода, чтобы предотвратить бурные реакции окисления, вызывающие плохое качество шва и шероховатую внешнюю поверхность.
Если расход защитного газа слишком велик, он может выдувать сварочную ванну; если слишком мал — не сможет эффективно защитить сварочную ванну от кислорода. Его нужно гибко настраивать в соответствии с фактическими условиями на месте.
