- тел.:+86-13222111178
- эл. почта:info@ntjugao.com






Контроль температуры трубогибочного станка: игнорирование этих моментов приведет лишь к браку
Контроль температуры трубогибочного станка: игнорирование этих моментов приведет лишь к браку

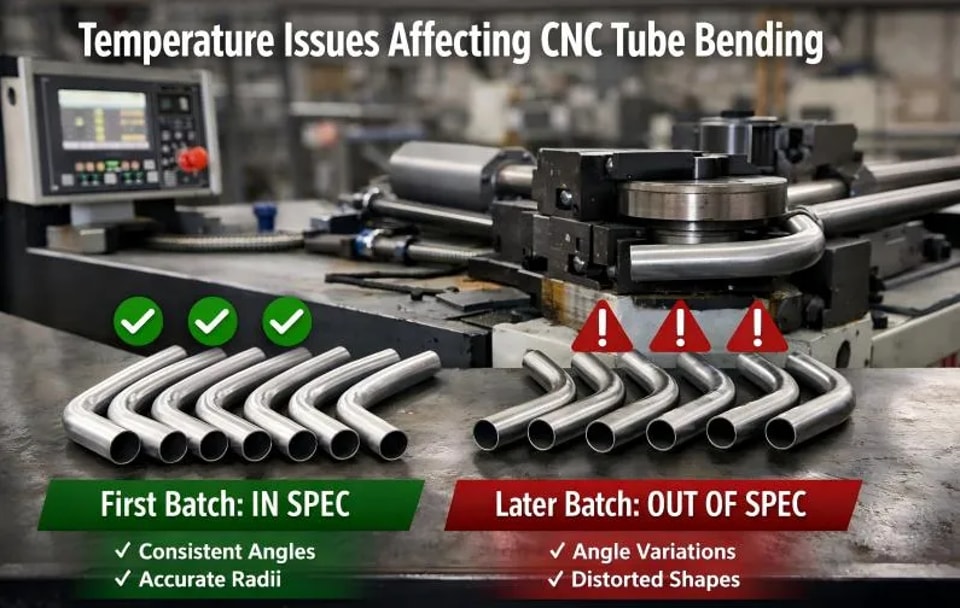
Проводя время в цехе, вы заметите странное явление: один и тот же трубогибочный станок летом работает безупречно, а зимой начинаются проблемы—трубы трескаются, углы становятся нестабильными, а на поверхности появляются складки. Многие тратят массу времени на корректировку программ и замену оснастки, но на самом деле проблема кроется в температуре.
Температура может казаться незначительным фактором, но её влияние на качество гибки труб намного выше, чем вы думаете. Ниже я подробно разберу три наиболее важных температурных фактора.

I. Низкая температура трубы: трещины при гибке
Это распространённая проблема зимой. Углеродистая сталь, нержавеющая сталь и даже некоторые алюминиевые сплавы при низких температурах заметно теряют пластичность. Относительное удлинение металлических материалов снижается с понижением температуры; проще говоря, они становятся «хрупкими».
При гибке трубы наружная сторона находится под растяжением, и деформация там максимальна. Если материал трубы уже хрупкий, после растяжения до определённой степени появляются микротрещины. В лёгких случаях на внешней поверхности гиба появляется плотная сетка мелких трещин; в тяжёлых — труба трескается насквозь и становится непригодной.
Насколько низкая температура считается низкой? Как правило, следует проявлять осторожность, если температура трубы ниже 10 °C℃. Для нержавеющей стали риск трещинообразования значительно возрастает при гибке ниже 5 °C℃.
Что делать?
Зимой заранее, за день до работы, заносите трубы в цех, чтобы они успели прогреться; не кладите их сразу на станок после того, как они всю ночь пролежали на улице в мороз.
Если нужно срочно, используйте нагреватель (тепловой пистолет, печь), чтобы нагреть трубы выше 15 °C℃ перед гибкой. Обязательно прогревайте равномерно, а не только с одной стороны.
Для высокопрочной стали и толстостенных труб рекомендуется предварительный прогрев до 20–25℃.
Реальный пример: прошлой зимой нам позвонил клиент и сказал, что его трубы из нержавеющей стали постоянно трескаются при гибке. Я спросил, где он их хранит, и он ответил, что на открытой складской площадке, где утром при -3 °C они сразу просыхали на воздухе. Я посоветовал занести их на день в цех и попробовать снова. На следующий день он позвонил и сказал, что все в порядке, и не треснула ни одна труба.
II. Неверная температура гидравлического масла: нестабильный угол
Гидравлическое масло — это «кровь» трубогибочного станка; его температура напрямую влияет на скорость реакции системы и стабильность давления.
**Недостаточная температура масла (ниже 15℃°C):** вязкость гидравлического масла слишком высокая, из-за чего ухудшается текучесть. Движение гибочного рычага становится вялым, прерывистым или даже «ползущим»—— немного движется и затем останавливается. Это приводит к неравномерному сжатию внутренней поверхности трубы и легко вызывает волнистые складки. Кроме того, при низкой температуре масла давление в системе нарастает медленно, усилие гибки нестабильно, а угол колеблется.
**Недостаточная температура масла (выше 55℃°C):** масло становится более жидким, вязкость снижается, а внутренние утечки возрастают. Масло, которое должно толкать цилиндр, просачивается через зазоры, уменьшая фактическое давление, доходящее до гибочного рычага. В результате программа, заданная на 90 градусов, может дать лишь гиб на 87 градусов, а пружинение каждой трубы будет различаться, что приводит к неравномерным углам. Длительное воздействие высоких температур также ускоряет старение уплотнений, что вызывает дальнейшие утечки масла.
Идеальный диапазон: 35℃-50℃ В этом диапазоне гидравлическое масло обладает хорошей текучестью, стабильным давлением и длительным сроком службы уплотнений.
Как контролировать температуру?
После запуска станка дайте ему поработать вхолостую 5–10 минут, чтобы масло постепенно нагрелось. Не запускайте его сразу.
При непрерывной работе следите за термометром масла. Если температура превышает 50℃°C, включите масляный охладитель или охлаждающий вентилятор.
Зимой, если слишком холодно, можно установить в маслобак нагревательный стержень (осторожно, не допускайте его сухого хода).
Если температура масла постоянно остается высокой, проверьте, не засорен ли охладитель и работает ли вентилятор.

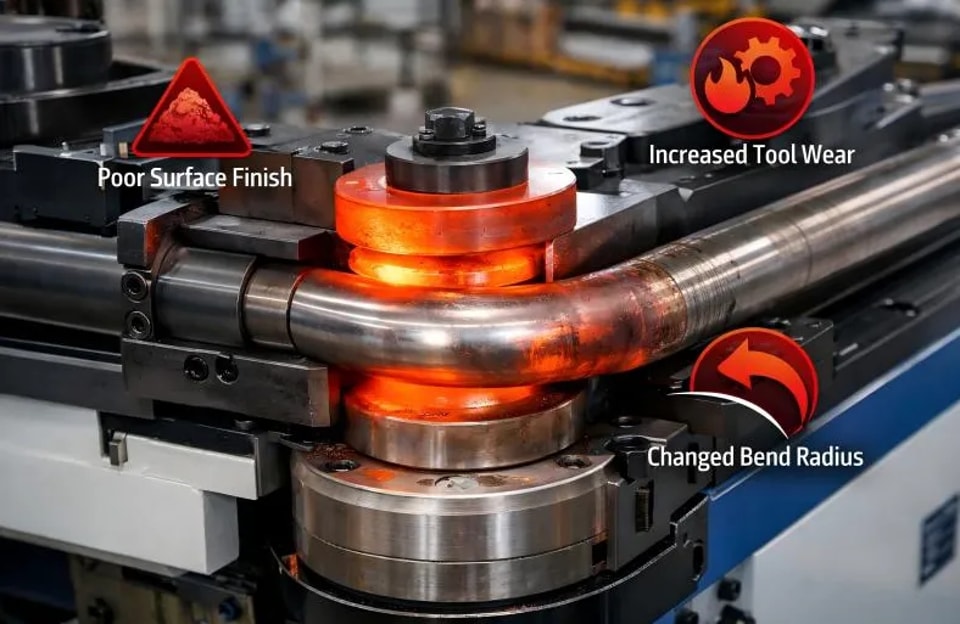
III. Перегрев из-за трения между матрицей и трубой: царапины на поверхности и складкообразование
Многие об этом не знают. При высокоскоростной непрерывной гибке труб сильное трение между трубой и матрицей может вызвать локальный рост температуры выше 100°°C.
Высокая температура вызывает три проблемы:
Во-первых, разрушается смазочная пленка для гибки. Специальные масла для гибки содержат противоизносные и противозадирные присадки, которые под высоким давлением образуют масляную пленку, разделяющую металлические поверхности. При высокой температуре эта пленка разрывается, возникает прямой контакт металла с металлом, и на поверхности трубы появляются широкие царапины.
Во-вторых, размягчается поверхность матрицы. Некоторые инструментальные стали при высоких температурах упрочняются, из-за чего металлическая стружка с трубы прилипает к матрице, образуя нарост. Этот нарост твердый и острый, поэтому он еще сильнее царапает последующие участки трубы.
В-третьих, локальное размягчение трубы. Если температура в зоне давления внутри трубы слишком высока, материал размягчается и не выдерживает сжимающего усилия, что напрямую приводит к образованию крупных складок.
Как этого избежать?
Не перегружайте цикл чрезмерно. После последовательной гибки десятков труб дайте станку несколько минут отдыха, чтобы форма остыла.
Используйте специальное термостойкое масло для гибки; не применяйте обычное машинное масло.
Регулярно очищайте поверхность формы и своевременно удаляйте все наросты шлифовкой.
Для массового производства рассмотрите установку микроохлаждающего устройства (воздушное охлаждение или охлаждение масляным туманом).
IV. Специальный процесс: гибка с индукционным нагревом
На некоторых заводах для облегчения гибки труб используют индукционный нагрев. Перед гибкой труба локально нагревается, что снижает усилие гибки и предотвращает растрескивание. Однако эта технология требует очень точного контроля температуры.
Если температура слишком высокая (превышает температуру рекристаллизации материала), внутренняя сторона трубы чрезмерно размягчается, что под давлением вызывает крупные складки; толщина наружной стенки резко уменьшается, что может привести к растрескиванию. Если температура слишком низкая, необходимого эффекта она не обеспечивает.
Правильный подход: необходимо использовать инфракрасный термометр для контроля температуры в реальном времени и установить верхний и нижний пределы с сигнализацией. Температура и скорость нагрева должны быть согласованы; не гните трубу наугад («гнуть, когда раскалится докрасна»).
Практический чек-лист по управлению температурой
Перед запуском станка каждый день: проверьте термометр масла; в холодную погоду выполните предварительный прогрев.
Гибка труб зимой: дайте трубам прогреться в цехе в течение 24 часов или предварительно нагрейте их выше 15°°C.
При непрерывном производстве: проверяйте температуру масла каждые полчаса; если она превышает 50°°C, начинайте охлаждение.
Если слышны нехарактерные звуки трения или видны царапины на поверхности: остановите станок и проверьте температуру матрицы и смазку.
Если температура масла длительное время остаётся слишком высокой: запланируйте обслуживание системы охлаждения и замените гидравлическое масло.
Температура — скрытый убийца качества гибки труб. Если трубы слишком сильно охладятся, они треснут; если температура масла будет неверной, угол отклонится; а перегрев из‑за трения вызовет царапины и складки. Контроль этих трёх факторов позволяет сократить процент брака как минимум вдвое. Не думайте, что это слишком хлопотно: это эффективнее, чем сто раз править программу.
