- тел.:+86-13222111178
- эл. почта:info@ntjugao.com






Анализ компонентов и состава листогибочного станка
Анализ компонентов и состава листогибочного станка

Листогибочный вальцовочный станок в основном состоит из нескольких основных узлов, которые совместно обеспечивают процесс гибки металлических листов. Ниже приведено описание основных компонентов листогибочного вальцовочного станка и их функций.
1. Система валков
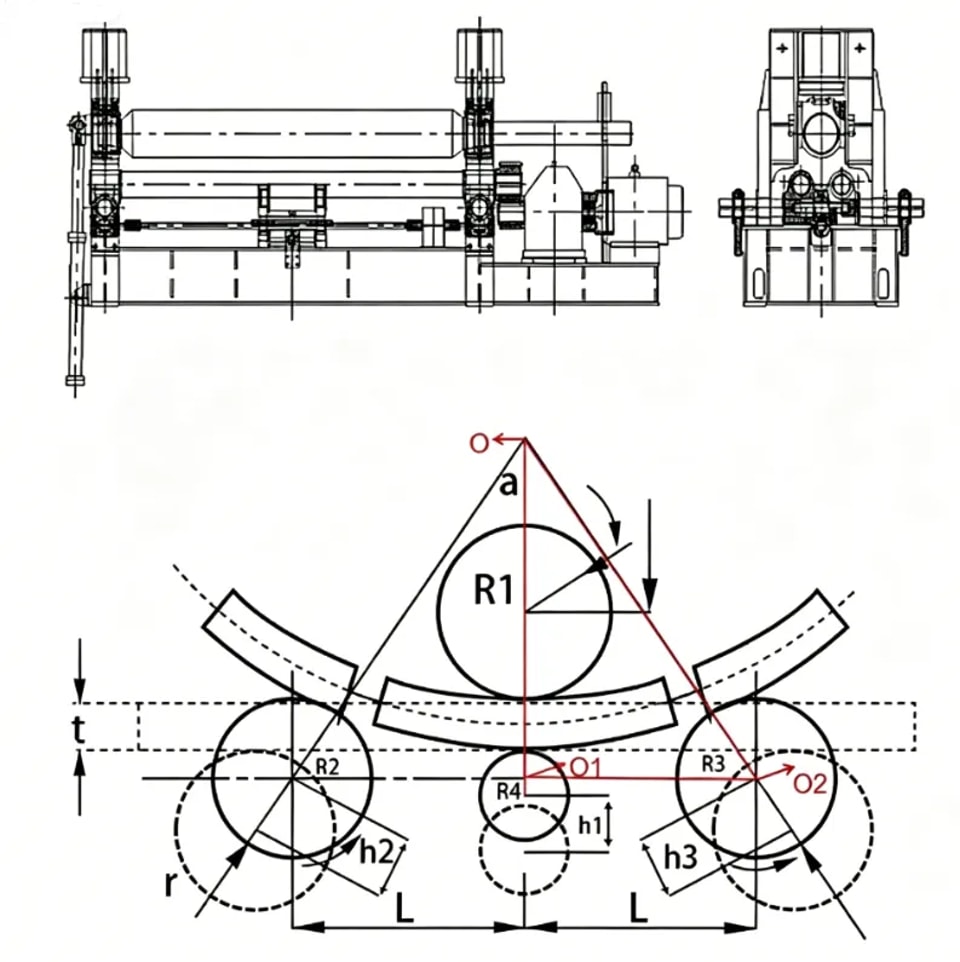
Система валков является ключевым компонентом листогибочногопрокаткамашина, отвечающая за восприятие и передачу различных крутящих моментов и нагрузок. Листогибочные вальцовочные машины обычно используются для деформации листового металла (например, стальных, алюминиевых листов и т. д.) с целью придания ему нужной изогнутой или дугообразной формы посредством вальцевания. Функция и конструкция её роликовой системы имеют решающее значение для производительности и эффективности машины.
Состав роликовой системы листогибочной вальцовочной машины
Роликовая система листогибочной вальцовочной машины в основном включает следующие части:
· Ролики: как правило, изготавливаются из высокопрочных материалов и непосредственно служат для зажима и гибки листового металла. Размер и форма роликов должны проектироваться в соответствии с толщиной и шириной листового металла.
· Опорные подшипники: подшипники обычно расположены на обоих концах ролика, чтобы поддерживать его вращение и обеспечивать точное соосное положение ролика и рамы.
· Приводной узел: включает электродвигатель, редуктор и т. д.; обеспечивает подачу мощности на барабан через ременную или зубчатую передачу и контролирует скорость и направление его вращения.
· Система давления: обеспечивает усилие вальцевания гидравлическим или механическим способом, гарантируя, что листовой материал плавно входит между роликами и подвергается надлежащему каландрированию.
· Регулировочное устройство: чтобы приспосабливаться к листам различной толщины, роликовая система часто нуждается в регулировочном устройстве для изменения зазора и угла между роликами.
· Устройства безопасности: чтобы предотвратить нештатные ситуации во время работы, роликовые системы обычно оснащаются такими устройствами безопасности, как защита от перегрузки и системы контроля температуры.
Основные технические параметры
· Материал и твёрдость холостых роликов: они должны соответствовать определённым требованиям по прочности и износостойкости, чтобы обеспечить долгосрочную стабильную работу холостых роликов.
· Точность регулировки: точность регулировки роликовой системы напрямую влияет на результат вальцевания листа и качество продукции.
· Способ привода и передача мощности: следует выбрать подходящее приводное устройство и систему передачи, чтобы обеспечить стабильность и возможность регулировки в процессе работы.
Распространённые типы листогибочных вальцовочных машин
Трёхвалковые, четырёхвалковые и другие типы роликовых систем имеют несколько различающиеся конструкции, чтобы отвечать различным производственным потребностям.
2. Приводная система
Передаточная система листогибочной вальцовочной машины — это ключевой узел, обеспечивающий плавное и стабильное вальцевание. Её основные задачи — передавать мощность, управлять движением роликов и обеспечивать синхронизацию, точность и регулируемость давления между роликами. Передаточная система листогибочной вальцовочной машины включает несколько частей, обычно в том числе двигатель, редуктор, передаточное устройство, муфту и систему управления.
Состав передаточной системы листогибочной вальцовочной машины
Основные компоненты передаточной системы листогибочной вальцовочной машины:
1) Двигатель
Электродвигатель — основной компонент приводной системы, обеспечивающий главный источник мощности.
К распространённым типам двигателей относятся:
· Двигатели переменного тока: отличаются хорошей стабильностью и экономичностью, подходят для большинства обычных листогибочных вальцовочных машин.
· Двигатели постоянного тока: благодаря высокой способности к регулированию скорости широко применяются в задачах, требующих точного контроля скорости.
· Частотно-регулируемый двигатель: при использовании с частотным преобразователем скорость двигателя можно регулировать по необходимости, обеспечивая более точный контроль скорости.
2) Редуктор
Функция редуктора — снижать скорость вращения двигателя, увеличивать выходной крутящий момент и обеспечивать вращение вала барабана с подходящей скоростью. Обычно он соединён с двигателем.
К распространённым редукторам относятся:
· Зубчатые редукторы: обеспечивают большой выходной крутящий момент и подходят для условий с высокой нагрузкой.
· Червячные редукторы подходят для применений, требующих большого передаточного числа, и имеют относительно компактную конструкцию.
· Планетарные редукторы: обеспечивают высокую эффективность и точное управление, подходят для систем с высокими требованиями к скорости и крутящему моменту.
3) Передаточное устройство
Передаточное устройство отвечает за передачу мощности от редуктора к валу барабана.
К распространённым способам передачи относятся:
· Зубчатая передача: широко используется во многих крупных листогибочных вальцовочных машинах и отличается высокой эффективностью и грузоподъёмностью.
· Цепная передача: подходит для малых и средних листогибочных вальцовочных машин, обладает определённой ударостойкостью.
· Ременная передача: обычно используется в маломощном оборудовании, отличается хорошей гибкостью и амортизацией.
4) Муфта
Муфты используются для соединения приводного узла с приводным валом роликовой системы, обеспечивая стабильность вращения.
К основным типам муфт относятся:
· Гибкие муфты обладают хорошими амортизирующими и демпфирующими свойствами, что позволяет снизить вибрацию системы.
· Жесткие муфты подходят для применений, требующих высокой точности, и обеспечивают синхронную работу передаточного механизма.
· Универсальные муфты: подходят для систем, где требуется передача мощности под большими углами.
5) Система управления
Система управления играет ключевую роль в передаточной системе листогибочного вальцовочного станка, определяя такие параметры управления, как скорость, направление и давление валков листогибочного вальцовочного станка.
К основным способам управления относятся:
· Система управления на базе ПЛК: система, основанная на программируемом логическом контроллере (ПЛК), с высокой степенью автоматизации и возможностью реализации сложной логики управления.
· Частотный преобразователь: совместно с двигателем регулирует частоту и тем самым изменяет скорость вращения двигателя, контролируя скорость барабана.
· Гидравлическая система управления: используется для регулировки давления между валками, чтобы обеспечить качество обработки материала.
6) Система защитной безопасности
Чтобы обеспечить безопасность листогибочных вальцовочных станков в процессе работы, они обычно оснащаются рядом защитных устройств, таких как:
· Устройство защиты от перегрузки: когда нагрузка превышает допустимый диапазон оборудования, оно автоматически останавливает работу, чтобы предотвратить повреждение оборудования.
· Датчик температуры: контролирует температуру двигателя и редуктора, предотвращая перегрев.
· Устройство аварийной остановки: в случае неисправности или опасной ситуации оно может немедленно отключить питание, чтобы обеспечить безопасность оператора.
Принцип работы приводной системы
Двигатель через редуктор понижает скорость и обеспечивает достаточный крутящий момент.
Передаточные устройства (такие как шестерни, цепи и ремни) передают мощность на валки.
Муфта эффективно соединяет источник мощности, обеспечивая плавную работу барабана.
Система управления контролирует и регулирует различные параметры, такие как скорость и давление валков, чтобы обеспечить точность и эффективность работы листогибочного вальцовочного станка.
Основные типы приводных систем
Привод с одним двигателем: подходит для небольших листогибочных вальцовочных станков или применений с небольшой нагрузкой.
Двухдвигательный привод: используется для средних и крупных листогибочных вальцовочных станков, которым требуется большая мощность и стабильность; обеспечивает лучшее распределение мощности за счет двух двигателей.
Гидравлический привод: обычно применяется в толстолистовых вальцовочных станках; гидравлическая система обеспечивает высокую выходную мощность.
Основные технические требования
· Избегайте недостаточной мощности или перегрузки листогибочного вальцовочного станка.
· Диапазон скоростей: диапазон скоростей приводной системы должен покрывать потребности листогибочного вальцовочного станка в различных условиях работы.
· Синхронизация: особенно в многовалковых системах синхронизация между валками имеет особое значение для обеспечения плавного и эффективного рабочего процесса.
Конструкция и выбор приводной системы для листогибочного вальцовочного станка напрямую влияют на его эффективность, производительность и срок службы. Поэтому при выборе системы необходимо учитывать конкретные требования применения, обрабатываемые материалы и производственную среду.

3. Гидравлическая система
Гидравлическая система листогибочного вальцовочного станка — это важнейший узел, который в первую очередь отвечает за регулировку и управление давлением валков, зазором между валками и точную настройку в процессе работы. Гидравлическая система обеспечивает большую силу, позволяя листогибочному вальцовочному станку выполнять высоконапорное формование и гибку металлических листов.
Назначение гидравлической системы
Основные функции гидравлической системы листогибочного вальцовочного станка включают:
· Регулировка давления между валками: чтобы листовой материал мог плавно входить между валками для точной гибки.
· Регулировка зазора между валками: для соответствия требованиям обработки необходимо регулировать зазор между валками для листов разной толщины. Гидравлическая система позволяет точно настраивать параметры в зависимости от толщины.
· Точное управление давлением и крутящим моментом: гидравлическая система может создавать высокое давление и очень точно регулироваться, чтобы соответствовать различным требованиям обработки разных материалов.
Состав гидравлической системы листогибочного вальцовочного станка
Основные компоненты гидравлической системы листогибочного вальцовочного станка:
1) Гидронасос
· Функция:
Гидравлический насос — это основной компонент гидравлической системы, отвечающий за подачу энергии для потока гидравлического масла и обеспечение эффективной передачи давления в системе.
· тип:
К распространённым гидравлическим насосам относятся шестерёнчатые, пластинчатые и поршневые насосы. Разные типы насосов рассчитаны на разные рабочие давления и требования к расходу.
2) Гидравлический цилиндр
· Функция:
Гидравлический цилиндр — это исполнительный механизм в гидросистеме, используемый для преобразования гидравлической энергии в механическую и выполнения таких задач, как регулировка давления между валками и зазора между валками.
· структура:
Гидравлический цилиндр состоит из корпуса цилиндра, поршня, штока поршня, уплотнений и т. д. Когда гидравлическое масло поступает в цилиндр, оно толкает поршень, заставляя его двигаться линейно, тем самым приводя в движение валки или другие компоненты для выполнения соответствующих операций.
3) Гидравлические клапаны
· Функция:
Гидравлические клапаны используются для управления направлением потока, расходом и давлением гидравлического масла. Это важные управляющие компоненты в гидросистемах, обеспечивающие подачу нужного давления и расхода в соответствии с требованиями.
· тип:
К распространённым гидравлическим клапанам относятся обратные клапаны, предохранительные клапаны, дроссельные клапаны, клапаны регулирования давления и распределительные клапаны. Эти клапаны регулируют поток гидравлического масла и обеспечивают стабильную работу системы.
4) Бак гидравлического масла
· Функция:
Баки гидравлического масла используются для хранения гидравлического масла, а также для его охлаждения и фильтрации. Обычно баки оснащаются вентиляционными устройствами, датчиками уровня масла, фильтрационными системами и т. д., чтобы обеспечить чистоту и нормальную работу гидросистемы.
· Гидравлическое масло:
Выбор гидравлического масла имеет решающее значение; оно должно обладать отличной смазывающей способностью, коррозионной стойкостью и термостойкостью.
5) Гидравлическая трубопроводная система
· Функция:
Гидравлические трубопроводы соединяют различные компоненты, такие как гидравлические насосы, цилиндры и клапаны, обеспечивая бесперебойный поток гидравлического масла.
· Проектирование трубопроводов:
При проектировании следует учитывать такие факторы, как сопротивление потоку гидравлического масла, стойкость трубопроводов к давлению и риски утечек.
6) Гидравлическая система управления
· Функция:
Гидравлическая система управления отвечает за управление движением гидравлических компонентов. Обычно она используется совместно с ПЛК (программируемым логическим контроллером) или специальным гидравлическим контроллером для точной настройки параметров гидросистемы с помощью автоматизированной системы.
· особенности:
Современные листогибочные вальцы обычно оснащаются цифровыми системами управления, которые обеспечивают точное управление и настройку гидросистемы, гарантируя эффективную и точную работу.
Принцип работы гидравлической системы листогибочных вальцов
Гидравлическое масло всасывается и находится под давлением гидравлическим насосом, который затем подаёт его к различным компонентам системы, таким как гидравлические цилиндры и клапаны.
Гидравлические клапаны регулируют расход, направление и давление гидравлического масла в соответствии с потребностями системы, обеспечивая эффективную подачу масла к исполнительным механизмам (например, гидроцилиндрам) для точной работы.
Гидравлические цилиндры создают линейное движение под действием гидравлического масла, например, для регулировки давления между валками или зазора между ними. Гидросистема позволяет точно настраивать давление и положение в зависимости от толщины листового металла и требований обработки.
После выполнения задачи гидравлическое масло возвращается в бак, а температура и уровень масла в системе контролируются для обеспечения стабильной работы гидросистемы.
Распространённые типы гидравлических систем
Система с односторонним гидроцилиндром:
Подходит для применений, где усилие требуется только в одном направлении; часто используется для простой регулировки валков и контроля давления.
Система с двусторонним гидроцилиндром:
Может создавать усилие в обоих направлениях, поэтому подходит для задач, требующих точной регулировки и двустороннего управления. Широко применяется для регулировки валков транспортёра и настройки давления на листогибочных вальцах.

Преимущества гидравлических систем в листогибочных вальцах
· Высокая эффективность: гидросистемы обеспечивают высокую удельную мощность и дают достаточную мощность в небольшом пространстве.
· Точное управление: гидросистема позволяет очень точно контролировать давление, скорость и положение и адаптироваться к листам разной толщины и из разных материалов.
· Быстрая реакция: гидросистема отличается высокой скоростью отклика и может быстро регулировать давление и зазор между валками, повышая производительность.
· Высокая надёжность: гидросистемы имеют простую конструкцию, стабильную работу и, как правило, высокую грузоподъёмность.
Обслуживание гидросистемы и меры предосторожности
· Выбор гидравлического масла: убедитесь, что используется подходящее гидравлическое масло, и регулярно проверяйте его качество, чтобы избежать загрязнения или ухудшения свойств.
· Регулярно проверяйте масляную систему: осматривайте трубопроводы, клапаны и соединения, чтобы предотвратить утечки и засоры, и обеспечивать эффективную работу системы.
· Проверяйте рабочее состояние гидроцилиндров и насосов: регулярно контролируйте герметичность гидроцилиндров и рабочее состояние гидравлических насосов, своевременно ремонтируйте или заменяйте неисправные детали.
Гидравлическая система листогибочного вальцовочного станка играет ключевую роль, влияя не только на производительность оборудования, но и на эффективность производства и качество продукции.
4. Система управления
Система управления — это сердце листогибочного вальцовочного станка, предназначенное для регулирования движения и рабочего состояния каждого компонента.
В зависимости от степени автоматизации системы управления классифицируются следующим образом:
· Ручное управление: положение валков и давление регулируются непосредственно с помощью механической рукоятки или кнопки.
· Полуавтоматическое управление: оснащено простым электронным устройством управления, некоторые параметры могут быть предварительно заданы.
· Система числового программного управления (ЧПУ): программируемое управление, обеспечивающее автоматическую работу по введённым параметрам (таким как толщина листа, радиус гибки) и подходящее для обработки сложных форм.
5. Рама и основание
Рама и основание являются основными несущими конструкциями листогибочного вальцовочного станка, обеспечивая стабильность и точность оборудования. Их особенности включают:
· Конструкция повышенной прочности: обычно изготавливается из литой стали или сварной стальной конструкции, способной выдерживать высокие нагрузки.
· Высокая жёсткость: снижает вибрацию и деформацию во время работы оборудования.
· Прочное основание обеспечивает надёжную базу для установки и фиксации оборудования.
6. Устройства подачи и выгрузки
Устройство загрузки и разгрузки используется для помощи при подаче листов и удалении готовой продукции, снижая объём ручных операций и повышая эффективность.
· Устройство подачи:включает конвейерные ленты или ролики, которые облегчают подачу листового металла в листогибочный вальцовочный станок.
· Устройство выгрузки:Некоторые листогибочные вальцовочные станки оснащаютсяавтоматическими системами выгрузкидля удобного удаления готовой продукции.
7. Ограничительные и корректирующие устройства
· Ограничительное устройство: используется для контроля положения листа и предотвращения его смещения в процессе обработки.
· Корректирующее устройство: регулирует исходное положение листового металла для обеспечения точности гибки.
8. Система смазки и охлаждения
Системы смазки и охлаждения используются для защиты подвижных частей оборудования и продления срока службы.
· Система смазки: регулярно подаёт смазочное масло к таким критически важным узлам, как валки и шестерни, чтобы снизить трение.
· Система охлаждения: охлаждает гидравлическую систему и двигатель с помощью охлаждающей жидкости или вентилятора, предотвращая перегрев.
9. Защитные устройства
Для обеспечения безопасности операторов и оборудования листогибочный вальцовочный станок оснащается различными защитными устройствами, включая:
· Кнопка аварийной остановки: в случае чрезвычайной ситуации быстро останавливает оборудование.
· Защитный кожух: закрывает опасные зоны, предотвращая контакт операторов с ними.
· Защита от перегрузки: автоматически отключает оборудование, когда нагрузка превышает расчётный диапазон.
10. Дополнительные функциональные устройства
В зависимости от конкретных потребностей листогибочные вальцовочные станки могут также оснащаться дополнительными устройствами, такими как:
· Устройство для вальцовки конусов: специально разработано для обработки конических деталей.
· Система измерения: обеспечивает мониторинг радиуса гибки и формы листового материала в реальном времени.
· Система автоматического центрирования: обеспечивает, чтобы листовой материал оставался по центру на протяжении всего процесса обработки.
11. Итоги
Основные компоненты листогибочного вальцовочного станка включают рольганг, приводную систему, гидравлическую систему, систему управления, раму и основание, устройства подачи и выгрузки, защитные устройства, а также систему смазки и охлаждения.
Все компоненты работают совместно, обеспечивая эффективное и точное выполнение процесса гибки металлических листов. Различные типы листогибочных вальцовочных станков могут отличаться по конкретным компонентам, однако основные принципы и функции остаются одинаковыми.
