- тел.:+86-13222111178
- эл. почта:info@ntjugao.com






Меры предосторожности при лазерной резке листов из углеродистой стали
Меры предосторожности при лазерной резке листов из углеродистой стали

Для лазерной резки углеродистой стали в основном используют волоконные лазерные станки. Однако из-за высокой твёрдости углеродистой стали, чтобы избежать проблем, оборудование с волоконным лазером следует регулярно проверять и обслуживать. Если в процессе обработки возникают проблемы, лазерный станок нужно проверить со всех сторон.
Когда все условия резки в норме, кромка реза на углеродистой стали должна быть без заусенцев, а линия реза — ровной и равномерной.
1. При лазерной резке углеродистой стали на заготовке появляются заусенцы

Возможные причины:
(1) Смещено положение фокуса лазера. Выполните тест положения фокуса и отрегулируйте его в соответствии со смещением фокуса лазера;
(2) Недостаточная выходная мощность лазера. Необходимо проверить, нормально ли работает лазерный генератор. Если да, проверьте, корректно ли задано выходное значение на кнопке управления лазером. Если нет — отрегулируйте его;
(3) Слишком низкая скорость резки. В процессе работы и управления необходимо увеличить скорость резки;
(4) Недостаточная чистота режущего газа. Необходимо использовать высококачественный рабочий газ для резки;
(5) Нестабильность, вызванная длительной работой станка, требует выключения и перезапуска.
2. Неполная лазерная резка
Причины неполной лазерной резки:
(1) Выбор лазерного сопла не соответствует толщине обрабатываемого листа — замените сопло или обрабатываемый лист;
(2) Слишком высокая скорость лазерной резки, необходимо снизить скорость резки;
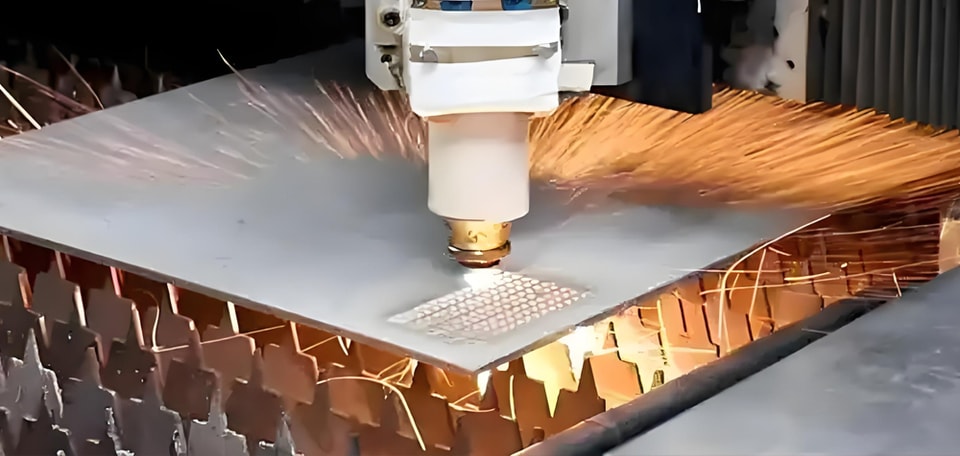
3. Аномальные искры при резке низкоуглеродистой стали

При нормальной резке низкоуглеродистой стали пучок искр длинный и плоский, с небольшим количеством разветвлений. Аномальные искры повлияют на гладкость и качество обработки среза заготовки.
В этом случае, если остальные параметры в норме, следует рассмотреть следующие ситуации:
(1) Сопло лазерной головки сильно изношено, и сопло следует своевременно заменить;
(2) При отсутствии новой сопловой насадки для замены следует увеличить давление рабочего газа резки;
(3) Если резьба в соединении между соплом и лазерной головкой ослабла, необходимо немедленно остановить резку, проверить состояние соединения лазерной головки и заново нарезать резьбу.
Сколько ватт у станка для волоконной лазерной резки нужно, чтобы резать углеродистую сталь толщиной 10 мм?

Мы рекомендуем станки для волоконной лазерной резки мощностью 3000 Вт или 4000 Вт. Если все обрабатываемые листы имеют толщину менее 10 мм, можно рассмотреть станок для волоконной лазерной резки мощностью 3000 Вт. Такая мощность обеспечивает высокую скорость резки и позволяет легко выполнять обработку объектов с повышенными требованиями к точности. Если вы режете большие партии металлических листов толщиной около 10 мм ± 2 мм, стоит выбрать более мощную модель на 4000 Вт.
