- тел.:+86-13222111178
- эл. почта:info@ntjugao.com






Выбор защитного газа при лазерной сварке
Выбор защитного газа при лазерной сварке

Сталкивались ли вы после сварки с такими дефектами, как чрезмерное разбрызгивание, неэстетичный шов и множество пор? Возможно, вы думаете, что это связано с неверными настройками параметров процесса лазерной сварки, но знаете ли вы, что правильное использование защитного газа также является важнейшим фактором, влияющим на формирование и качество шва? Выбор оптимального защитного газа — это, по сути, способ повысить качество и эффективность сварки.
Поскольку защитный газ так важен, какова его функция? Как выбрать тип защитного газа? Как подавать защитный газ при сварке?
Роль защитного газа
При лазерной сварке защитный газ влияет на формирование шва, его качество, глубину проплавления и ширину шва. В большинстве случаев подача защитного газа оказывает положительное влияние на шов, но может иметь и отрицательные последствия.
Положительное влияние
1) Правильно поданный защитный газ эффективно защищает сварочную ванну, снижая или даже полностью предотвращая окисление.
2) Правильно поданный защитный газ эффективно снижает разбрызгивание при сварке.
3) Правильно поданный защитный газ способствует равномерному растеканию сварочной ванны при кристаллизации, в результате чего шов получается равномерным и эстетичным.
4) Правильно поданный защитный газ эффективно снижает экранирующее воздействие паров металла или плазменного облака на лазер, повышая коэффициент полезного использования лазера.
5) Правильно поданный защитный газ эффективно снижает пористость шва.
Если правильно выбрать тип газа, расход газа и способ подачи, можно добиться идеального результата.
Однако неправильное использование защитного газа также может негативно сказаться на сварке.
1) Неверное применение защитного газа может ухудшить качество шва:
① Выбор неподходящего типа газа может привести к появлению трещин в шве и снижению его механических свойств;
②Неправильный выбор расхода защитного газа может привести к более сильному окислению шва (как при слишком высоком, так и при слишком низком расходе), а также к значительному воздействию на сварочную ванну, что вызывает провисание шва или неравномерное формирование;
③Неправильно выбранный способ подачи газа может привести к неэффективной или даже отсутствующей защите, а также негативно повлиять на формирование шва;
2) Подача защитного газа может влиять на глубину проплавления шва, особенно при сварке тонколистового металла, уменьшая глубину проплавления.
Виды защитных газов
К наиболее часто используемым защитным газам при лазерной сварке относятся N2, Ar и He. Их физико-химические свойства различаются, поэтому различается и их влияние на шов.
Азот (N2)
Самый дешевый, но непригоден для сварки некоторых нержавеющих сталей. Азот (N2) имеет умеренную энергию ионизации: она выше, чем у Ar, но ниже, чем у He. При лазерном облучении степень его ионизации, как правило, низкая, что эффективно снижает образование плазменного облака и тем самым повышает коэффициент полезного использования лазера. Однако при определенных температурах азот может химически реагировать с алюминиевыми сплавами и углеродистой сталью, образуя нитриды. Это повышает хрупкость шва и снижает его вязкость, существенно ухудшая механические свойства сварного соединения. Поэтому азот не рекомендуется использовать для защиты швов из алюминиевых сплавов и углеродистой стали.
С другой стороны, нитриды, образующиеся в результате химической реакции азота с нержавеющей сталью, могут повышать прочность сварного соединения, улучшая его механические свойства. Поэтому азот можно использовать в качестве защитного газа при сварке нержавеющей стали.
Аргон (Ar)
относительно недорог, имеет высокую плотность и обеспечивает хорошую защиту. Поверхность шва получается более гладкой, чем при использовании гелия. Однако он легко ионизируется высокотемпературной металлической плазмой, что может экранировать часть лазерного луча от попадания на заготовку, снижая эффективную мощность сварки и препятствуя скорости и глубине проплавления. Ar (Ar) имеет самую низкую энергию ионизации, но при лазерном облучении степень его ионизации относительно высока, что не способствует контролю образования плазменных облаков и оказывает определенное влияние на коэффициент полезного использования лазера. При этом Ar обладает очень низкой химической активностью и трудно вступает в химическую реакцию с обычными металлами. Кроме того, Ar недорог. Также Ar имеет высокую плотность, что способствует его оседанию над сварочной ванной и обеспечивает лучшую защиту сварочной ванны. Поэтому его можно использовать в качестве стандартного защитного газа.
Гелий (He)
Он дороже, но дает наилучший эффект, позволяя лазеру проходить напрямую, без препятствий, к поверхности заготовки. He имеет самую высокую энергию ионизации, но при лазерном облучении степень его ионизации очень низкая, что позволяет эффективно контролировать образование плазменных облаков. Лазер может хорошо воздействовать на металл, а He обладает очень низкой реакционной способностью и практически не вступает в химическую реакцию с металлами. Это отличный защитный газ для швов. Однако He слишком дорог и обычно не используется в массовом производстве. He, как правило, применяют в научных исследованиях или для продукции с высокой добавленной стоимостью.
Способы подачи защитного газа
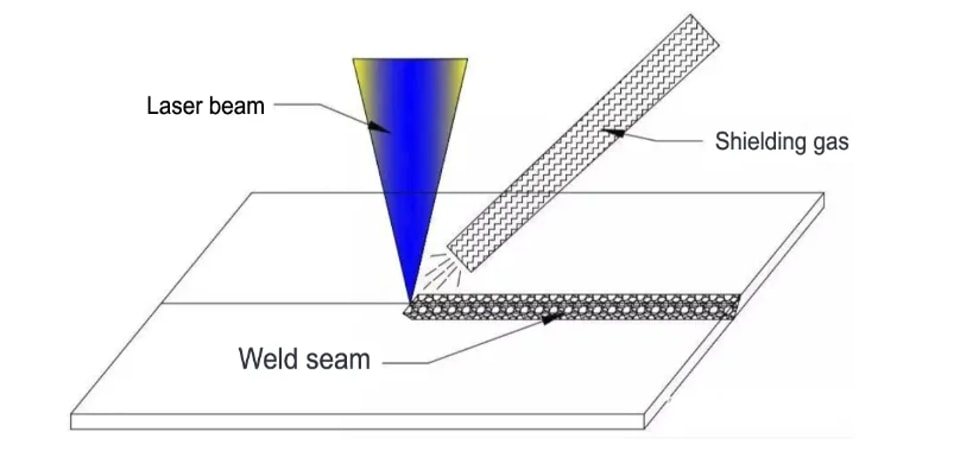
В настоящее время существуют два основных способа подачи защитного газа: один — боковая подача защитного газа вне оси... Параллельная боковая подача защитного газа
Другой тип — соосная подача защитного газа.
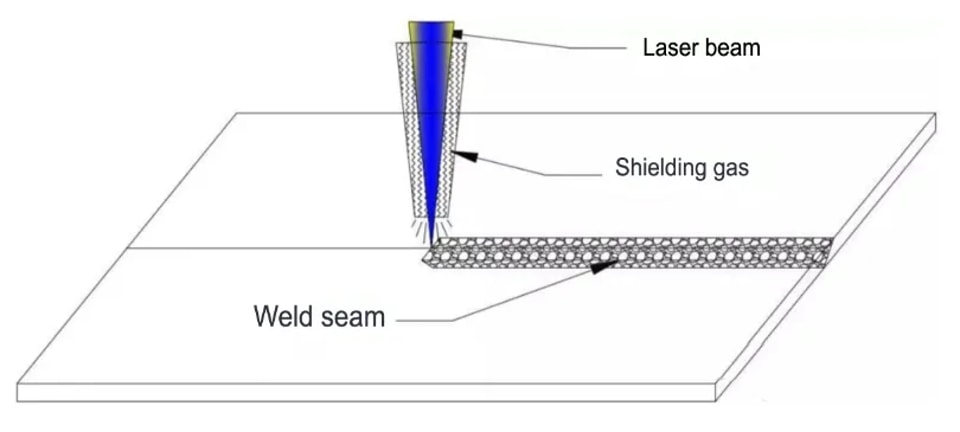
Соосный защитный газ
Выбор между этими двумя способами подачи зависит от совокупности факторов, однако в целом рекомендуется боковая подача защитного газа.
Принципы выбора способов подачи защитного газа
Прежде всего важно уточнить, что термин «окисление шва» является разговорным выражением. Теоретически он означает химическую реакцию между швом и вредными компонентами воздуха, приводящую к ухудшению качества шва. К типичным примерам относится реакция металла шва с кислородом, азотом и водородом воздуха при определенных температурах.
Предотвращение окисления шва заключается в уменьшении или исключении контакта этих вредных компонентов с металлом шва при высоких температурах. Под высокой температурой здесь понимается не только металл сварочной ванны, но и весь период от момента расплавления металла шва до его затвердевания и снижения температуры ниже определенного уровня.
Например, при сварке титановых сплавов водород быстро поглощается выше 300°°C, кислород — выше 450°°C, а азот — выше 600°°C. Поэтому швы из титановых сплавов требуют эффективной защиты после затвердевания и в период, когда температура снижается ниже 300°°C; в противном случае они будут «окислены».
Как было отмечено выше, подаваемый защитный газ должен не только своевременно защищать сварочную ванну, но и защищать недавно затвердевшую зону. Поэтому обычно используют способ боковой подачи защитного газа вне оси, показанный на рисунке 1, поскольку он обеспечивает более широкий диапазон защиты, чем соосный способ защиты, показанный на рисунке 2, особенно обеспечивая лучшую защиту недавно затвердевшего участка шва.
В инженерных применениях боковая подача защитного газа вне оси подходит не для всех изделий. Для некоторых конкретных изделий можно использовать только соосную подачу защитного газа. Выбор должен соответствовать конструкции изделия и типу соединения.
Выбор конкретного способа подачи защитного газа
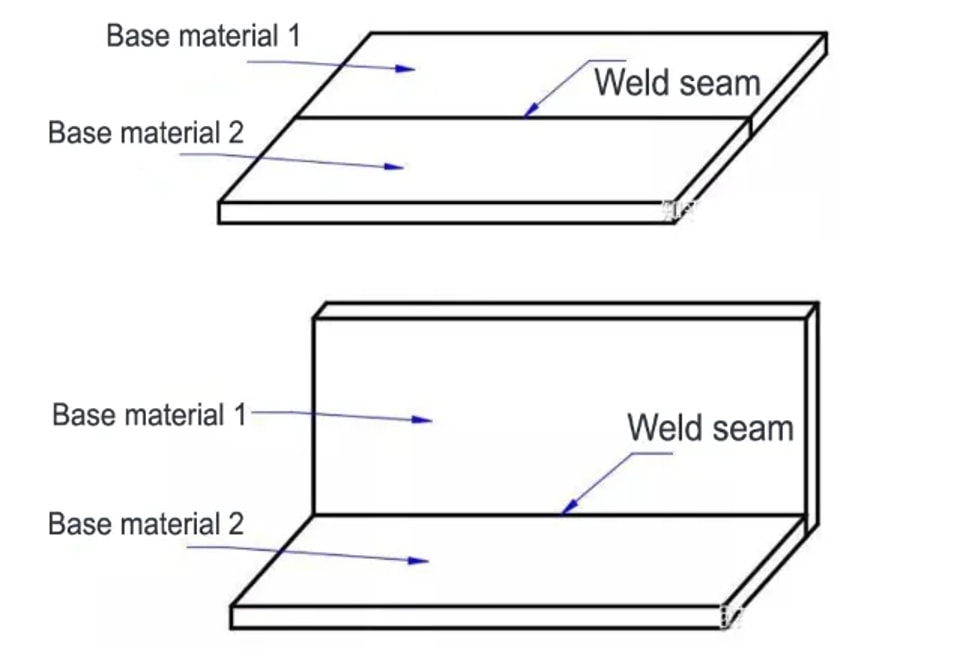
1) Прямые швы
Как показано на рисунке 3, форма шва изделия является прямой. Тип соединения может быть стыковым, нахлесточным, угловым или внахлест. Для такого типа изделий предпочтителен способ боковой подачи защитного газа вне оси, показанный на .
2) Плоские замкнутые швы
Форма шва изделия представляет собой замкнутый контур, например плоскую окружность, плоский многоугольник или плоскую многосекционную линию. Тип соединения может быть стыковым, нахлесточным или соединением внахлест. Для такого типа изделий предпочтителен соосный защитный газ.
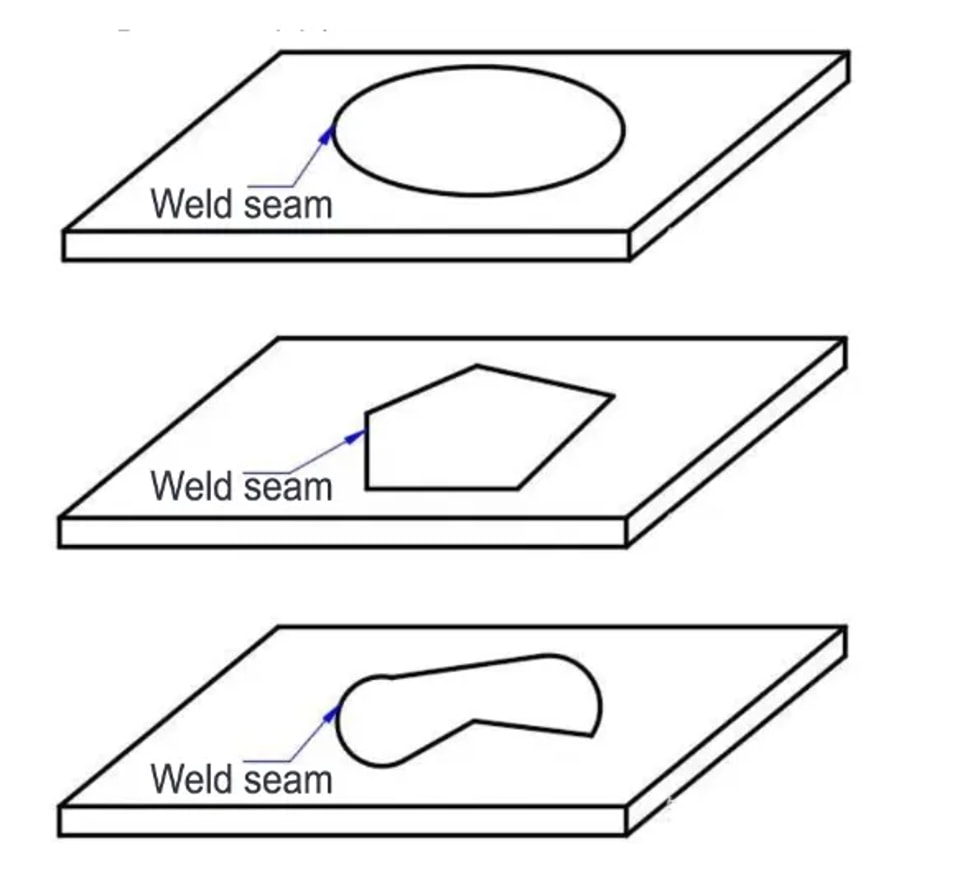
Плоский замкнутый шов
Выбор защитного газа напрямую влияет на качество, эффективность и себестоимость сварочного производства. Однако из-за разнообразия сварочных материалов выбор сварочного газа в реальной сварке довольно сложен. Необходимо всесторонне учитывать сварочный материал, способ сварки, положение сварки и требуемый результат сварки. Только путем пробной сварки можно выбрать более подходящий сварочный газ для достижения лучших результатов сварки.
