- тел.:+86-13222111178
- эл. почта:info@ntjugao.com






Устранение неисправностей сервосистемы листогибочного пресса: подробное руководство
Устранение неисправностей сервосистемы листогибочного пресса: подробное руководство

Содержание
1. Выявление распространённых неисправностей сервопривода листогибочного пресса
1.1 Типичные режимы аварийных сигналов сервопривода в ЧПУ-листогибочных прессах
2. Пошаговый процесс диагностики неисправностей сервопривода листогибочного пресса
2.1 Анализ кодов аварий сервопривода
2.2 Проверьте проводку серводвигателя и интерфейсы подключения
2.3 Проверьте сигналы обратной связи энкодера
3. Механические причины неисправностей сервосистемы листогибочного пресса
3.1 Трение в линейных направляющих заднего упора
3.2 Несоосность шарико-винтовых передач
4. Ошибки параметров сервопривода и дефекты калибровки
4.1 Проблемы настройки параметров сервопривода
4.2 Отклонения калибровки положения заднего упора
5. Профилактические меры для снижения неисправностей сервосистемы
5.1 Плановые электротехнические проверки
5.2 Смазка и механическое обслуживание
5.3 Мониторинг температуры и нагрузки сервопривода в реальном времени
6. Часто задаваемые вопросы
6.1 Каковы наиболее распространённые причины неисправностей сервосистемы листогибочного пресса?
6.2 Может ли механическое сопротивление вызывать аварийные сигналы сервопривода?
6.3 Как быстрее всего диагностировать неисправность сервосистемы?
6.4 Как часто следует проверять сервосистему листогибочного пресса?
7. Заключение
Когда операторы листогибочных прессов CNC JUGAO сталкиваются с неисправностями сервосистемы, производство немедленно останавливается, и многим сложно понять, с чего начать поиск неисправности. Основываясь на обширном практическом опыте работы с листогибочными прессами CNC, подавляющее большинство аварийных сигналов сервосистемы связано с простыми проблемами — такими как неисправности энкодера, сбои в проводке, неверные параметры сервопривода или чрезмерное механическое сопротивление. Это руководство предлагает системный пошаговый подход к диагностике и устранению неисправностей сервосистемы листогибочного пресса, позволяя операторам быстро восстановить работоспособность оборудования, сохранив точность позиционирования и стабильность работы серводвигателя.
Выявление распространённых неисправностей сервопривода листогибочного пресса
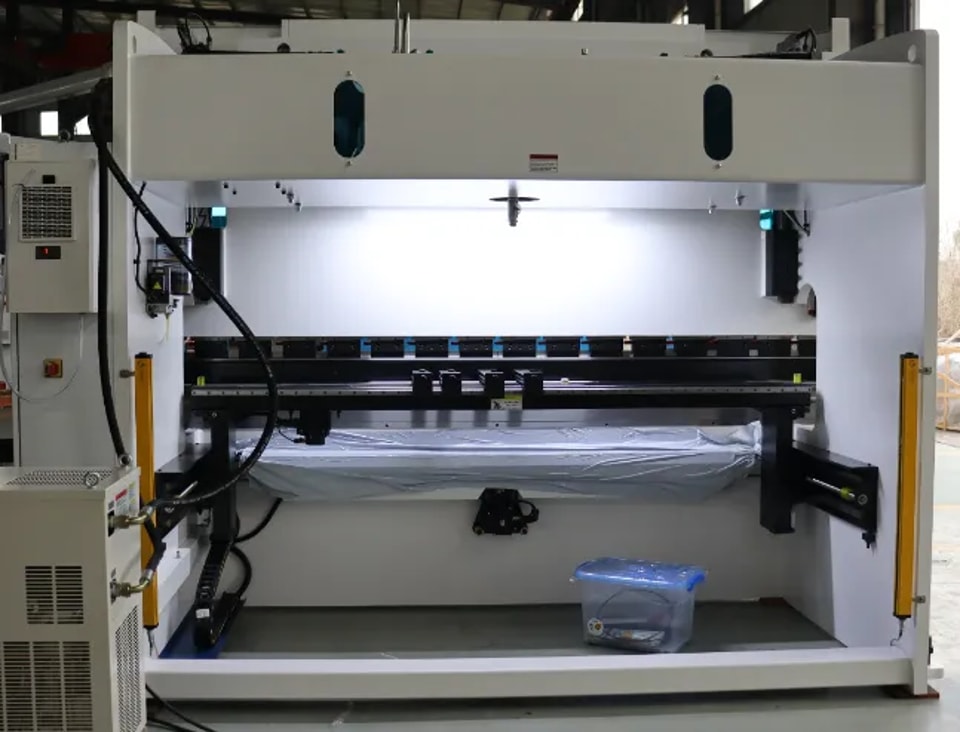
Прежде чем приступать к каким-либо ремонтным работам, первым и самым важным шагом является определение конкретного типа неисправности сервопривода, указанного на ЧПУ-контроллере. Современные листогибочные прессы в основном используют серводвигатели для двух ключевых функций: привода системы заднего упора и обеспечения гидравлической синхронизации.
Типичные виды аварийных сигналов сервопривода в листогибочных прессах с ЧПУ
К наиболее распространённым аварийным сигналам сервопривода, связанным с неисправностями системы листогибочного пресса, относятся:
• Сигналы перегрузки сервопривода
• Неисправности связи энкодера
• Аварии по отклонению положения
• Перегрев сервопривода
• Защита серводвигателя от перегрузки по току
Каждый тип аварии указывает на свою конкретную первопричину. Расшифровка кодов ошибок, отображаемых на популярных контроллерах (включая системы Delem, ESA и Cybelec), помогает ускорить процесс поиска неисправности и избежать лишних проверок.
Пошаговый процесс диагностики неисправностей сервопривода листогибочного пресса
Для устранения проблем сервосистемы требуется структурированная методика, чтобы избежать ненужной замены компонентов и минимизировать простой оборудования. Следующий пошаговый процесс обеспечивает логичную и эффективную диагностику.
2.1 Проверьте коды аварий сервопривода

Первым шагом является проверка аварийных сообщений, отображаемых как на панели сервопривода, так и на ЧПУ-контроллере. Большинство сервоприводов оснащены подробными диагностическими кодами, которые дают важные подсказки о неисправности. Необходимо зафиксировать три ключевых момента:
• Номер конкретного кода аварии
• Состояние работы станка в момент срабатывания аварии (например, ожидание, гибка, настройка заднего упора)
• Затронутая ось (например, ось X заднего упора, ось R регулировки высоты)
Эта информация сразу позволяет сузить круг поиска, определив, связана ли неисправность с электрическими проблемами, механическими неполадками или неверной настройкой параметров.
2.2 Проверьте проводку серводвигателя и интерфейсы подключения

Ослабленные или повреждённые кабели — одна из самых частых причин неисправностей сервосистемы листогибочного пресса. При тщательной проверке особое внимание следует уделить:
• Кабелям питания серводвигателя
• Кабелям обратной связи энкодера
• Клеммным колодкам внутри электрического шкафа управления
Постоянная вибрация машины при длительной работе может постепенно ослаблять разъёмы и клеммы. Простая подтяжка ослабленных соединений и замена изношенных или повреждённых кабелей часто устраняет периодические сбои сервопривода, которые иначе трудно выявить.
2.3 Проверьте сигналы обратной связи энкодера
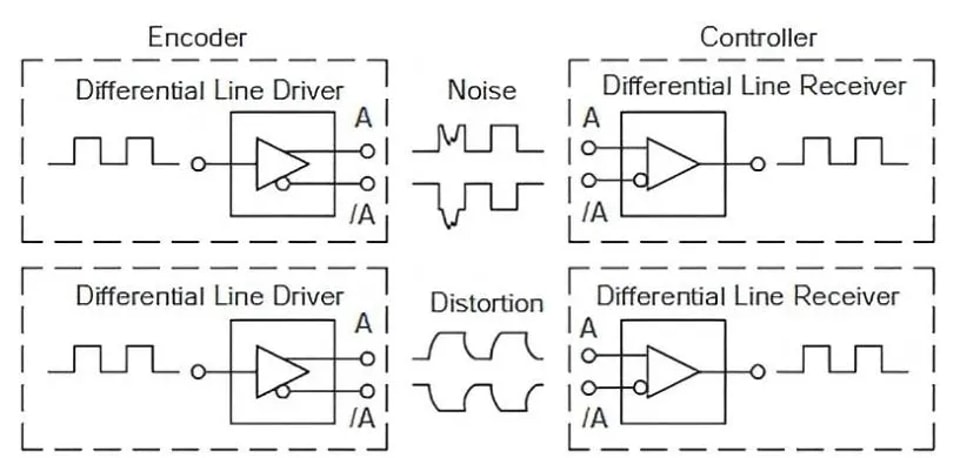
Серводвигатели зависят от точной обратной связи энкодера для обеспечения высокоточного позиционирования, необходимого при работе листогибочного пресса. Нестабильные сигналы энкодера могут вызывать ряд неисправностей, включая:
• Аварии по отклонению положения
• Ошибки синхронизации осей
• Внезапные незапланированные остановки серводвигателя
Чтобы диагностировать проблемы с энкодером, проверьте все его соединения на предмет надежности и осмотрите кабели на наличие масляного загрязнения, истирания или других механических повреждений. Если визуальный осмотр не дает подсказок, воспользуйтесь встроенным диагностическим меню сервопривода, чтобы выполнить тест сигнала и проверить работоспособность энкодера.
Механические причины неисправностей сервосистемы листогибочного пресса
Не все неисправности сервосистемы имеют электрическую природу — избыточное механическое сопротивление является распространенной и нередко упускаемой из виду причиной срабатывания аварийных сигналов серводвигателя. Устранение механических проблем имеет решающее значение для восстановления нормальной работы сервопривода и предотвращения повторных сбоев.
3.1 Трение в линейных направляющих заднего упора
Линейные направляющие заднего упора в процессе ежедневной эксплуатации склонны накапливать пыль, металлическую стружку и мусор; недостаточная смазка усугубляет эту проблему. Когда сопротивление возрастает, серводвигателю приходится прилагать дополнительное усилие для перемещения оси заднего упора, что часто приводит к:
• Сигналы перегрузки сервопривода
• Аномальному перегреву серводвигателя
• Замедленной скорости позиционирования заднего упора
Тщательная очистка направляющих для удаления всего мусора и нанесение рекомендованной производителем смазки на шарико-винтовые пары и компоненты направляющих значительно снижает трение и восстанавливает нормальный режим работы сервосистемы.
3.2 Несоосность шарико-винтовых пар
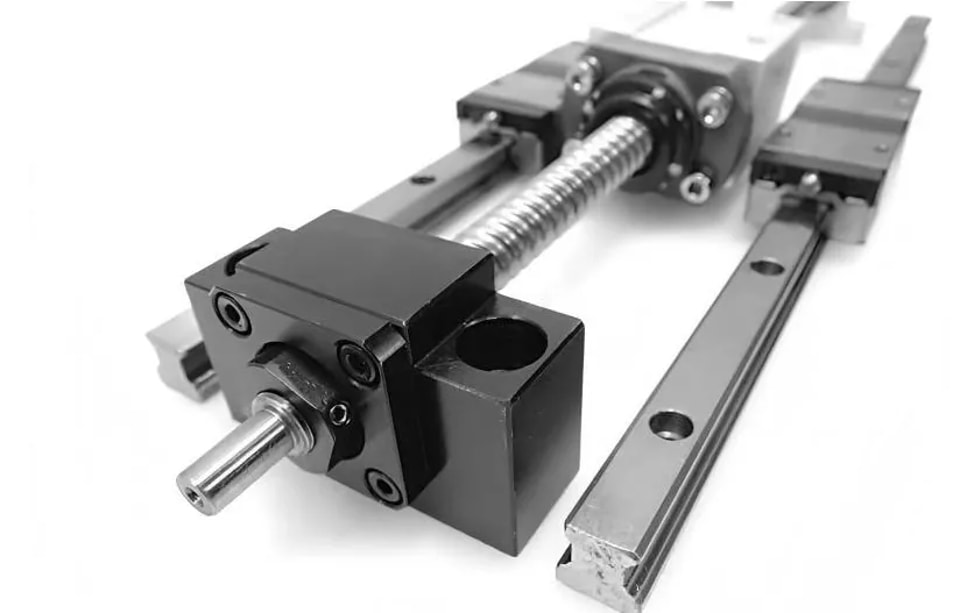
Неправильная установка во время наладки станка или износ в результате длительной эксплуатации могут привести к несоосности шарико-винтовой пары — еще одному серьезному источнику механического сопротивления. Чтобы диагностировать эту проблему, проверьте следующие ключевые компоненты:
• Прямолинейность самой шарико-винтовой пары
• Соосность муфты, соединяющей серводвигатель с шарико-винтовой парой
• Степень износа подшипников на обоих концах шарико-винтовой пары
Устранение несоосности шарико-винтовой пары и замена изношенных подшипников снимают чрезмерную нагрузку с серводвигателя, предотвращая аварии перегрузки и продлевая срок его службы.
Ошибки параметров сервопривода и дефекты калибровки
Неправильная конфигурация параметров сервопривода является одной из основных причин сбоев сервосистемы листогибочного пресса, особенно после технического обслуживания станка, замены компонентов или обновления программного обеспечения ЧПУ. Даже незначительные отклонения от рекомендованных параметров могут нарушить работу всей сервосистемы.
4.1 Проблемы настройки параметров сервопривода
Неправильно настроенные параметры, связанные с ускорением, ограничением скорости или допуском по положению, немедленно вызывают аварийные сигналы сервопривода и мешают работе станка. Ключевые параметры, которые необходимо проверить и откалибровать, включают:
• Параметры усиления сервопривода
• Настройки ускорения и замедления
• Пороги допуска отклонения позиции
Все параметры должны быть установлены в точные значения, рекомендованные производителем листогибочного пресса, чтобы обеспечить бесперебойную работу сервосистемы.
4.2 Отклонения калибровки положения заднего упора

Если опорная точка положения заднего упора становится неточной из-за механического смещения или электрических сбоев, контроллер ЧПУ обнаружит аномальное отклонение положения и выдаст аварийный сигнал. Для решения этой проблемы выполните полную процедуру калибровки, которая включает:
• Калибровку возврата оси в ноль для сброса нулевой точки
• Полный сброс опорной точки положения заднего упора
• Проверку точности позиционирования с использованием прецизионных измерительных инструментов
Правильная калибровка гарантирует, что сервосистема работает в пределах допусков, указанных производителем, устраняя ложные сигналы отклонения положения.
Профилактические меры для снижения неисправностей сервосистемы
Предотвращение сбоев сервосистемы листогибочного пресса гораздо эффективнее и экономичнее, чем их устранение во время незапланированного простоя производства. Внедрение проактивной программы профилактического обслуживания — лучший способ обеспечить долгосрочную стабильность сервосистемы.
5.1 Плановые электрические проверки
Регулярные проверки электрического шкафа управления и электрических компонентов сервосистемы имеют важнейшее значение. Особое внимание следует уделять обеспечению:
• Свободного и эффективного охлаждения сервопривода
• Чистоты вентиляционных фильтров для предотвращения накопления пыли
• Надежных и плотных соединений всех электрических клемм и кабелей
Скопление пыли в шкафу управления может вызвать перегрев и нестабильность связи, что приводит к периодическим или постоянным неисправностям сервопривода. Рекомендуются еженедельные визуальные осмотры и ежемесячная глубокая очистка.
5.2 Смазка и механическое обслуживание
Правильная смазка всех подвижных механических компонентов значительно снижает нагрузку на серводвигатель и предотвращает чрезмерный износ. Основные задачи обслуживания включают:
• Регулярную очистку шарико-винтовых пар от мусора
• Плановую смазку линейных направляющих подходящим смазочным материалом
• Своевременно удаляйте металлическую стружку и мусор со всех подвижных частей заднего упора и гибочной системы
Такое регулярное обслуживание устраняет лишнюю механическую нагрузку на сервосистему и снижает риск срабатывания сигналов перегрузки и перегрева.
5.3 Мониторинг температуры и нагрузки сервопривода в реальном времени
Почти все современные контроллеры CNC-листогибочных прессов поддерживают функцию мониторинга температуры и уровня нагрузки сервомотора в реальном времени. Операторам и службам технического обслуживания следует регулярно проверять эти показатели; любое ненормальное, резкое повышение температуры или нагрузки указывает на скрытую проблему (например, механическое сопротивление, неисправности проводки).
Немедленное выяснение и устранение этих предупреждающих признаков предотвращает перерастание мелких неполадок в серьезные сбои сервосистемы и незапланированные простои производства.
Часто задаваемые вопросы
6.1 Каковы наиболее распространенные причины неисправностей сервосистемы листогибочного пресса?
Согласно практическому отраслевому опыту, три наиболее частые причины — ослабленные кабели обратной связи энкодера, недостаточная смазка механических компонентов заднего упора и неверные настройки параметров сервопривода. На эти три проблемы приходится подавляющее большинство срабатываний аварий сервопривода в повседневной эксплуатации.
6.2 Может ли механическое сопротивление вызывать аварии сервопривода?
Да, механическое сопротивление — одна из основных причин срабатывания аварий сервопривода. Когда шарико-винтовые пары, линейные направляющие или другие подвижные компоненты загрязняются, смещаются или изнашиваются, сервомотор вынужден работать с чрезмерной нагрузкой. Эта дополнительная нагрузка напрямую вызывает аварии перегрузки сервопривода, а также может приводить к вторичным проблемам, таким как перегрев двигателя.
6.3 Как быстрее всего диагностировать неисправность сервосистемы?
Начните с записи и расшифровки кода аварии сервопривода — это самый важный шаг для сужения круга возможных причин неисправности. Затем проверьте всю проводку и соединения энкодера на предмет ослабления или повреждений, после чего оцените наличие чрезмерного механического сопротивления в затронутой оси. И только после исключения электрических и механических неисправностей корректируйте параметры сервопривода, чтобы избежать ненужных изменений настроек.
6.4 Как часто следует проводить осмотр сервосистемы листогибочного пресса?
Для регулярных производственных условий рекомендуется еженедельно проводить базовый визуальный осмотр сервосистемы (включая проводку, соединения и чистоту механических компонентов). Более комплексную профилактическую проверку — с смазкой, тестированием сигнала энкодера, проверкой параметров и калибровкой датчиков температуры/нагрузки — следует выполнять ежемесячно.
Заключение
Неисправности сервосистемы листогибочного пресса могут нарушить производственные графики и снизить точность операций гибки металла, однако подавляющее большинство этих проблем можно быстро и эффективно устранить с помощью структурированного пошагового подхода к диагностике. Сначала расшифруйте коды аварии сервопривода, затем проверьте проводку и сигналы обратной связи энкодера, устраните чрезмерное механическое сопротивление и проверьте настройки параметров сервопривода — так операторы и службы технического обслуживания смогут точно выявить и устранить большинство неисправностей с минимальным простоем.
Проактивное и регулярное профилактическое обслуживание — основа долгосрочной стабильности и надежности сервосистемы. Соблюдая плановые электрические проверки, регулярную механическую смазку и обслуживание, а также мониторинг температуры и нагрузки сервопривода в реальном времени, предприятия могут значительно снизить частоту неисправностей сервосистемы и обеспечить бесперебойную работу листогибочных прессов JUGAO. При устойчивых или сложных проблемах сервосистемы, которые не удается устранить базовой диагностикой, рекомендуется обратиться к профессиональной службе технической поддержки, чтобы обеспечить точную диагностику и эффективное решение, минимизировать производственные потери и сохранить долгосрочную производительность машины.
