- тел.:+86-13222111178
- эл. почта:info@ntjugao.com






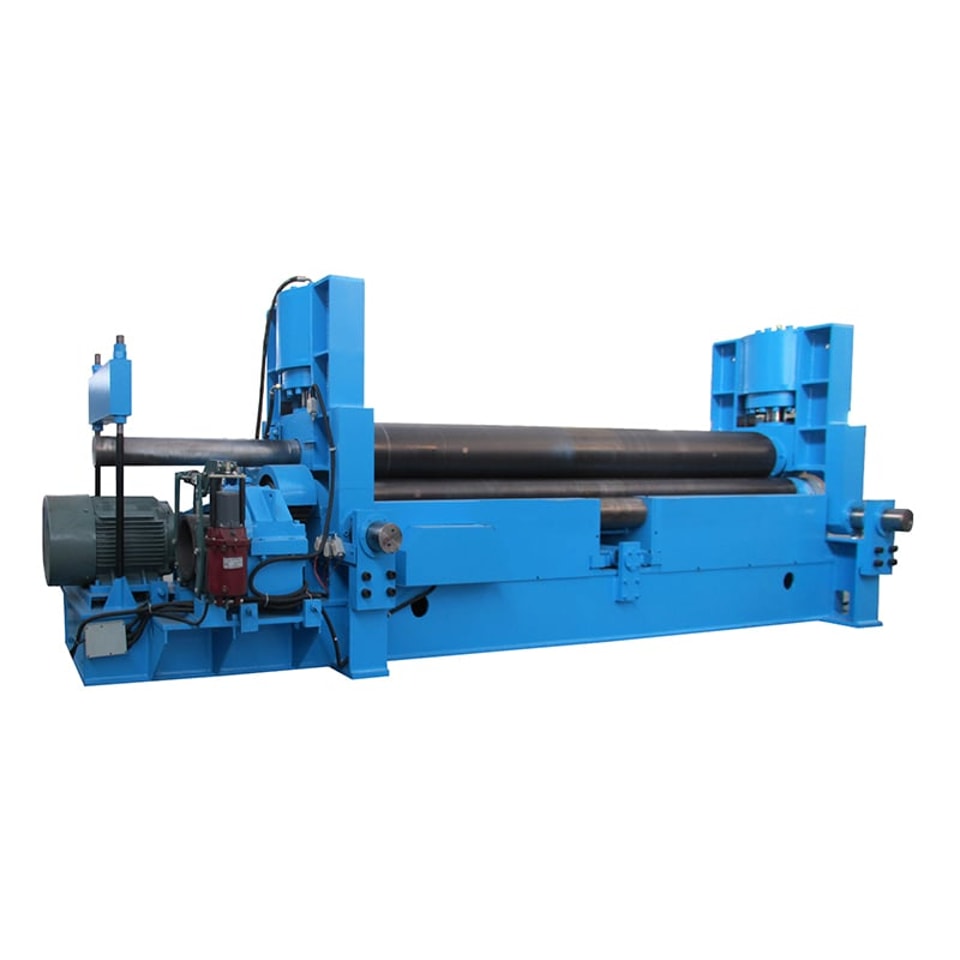
Механический симметричный 3-валковый листопрокатный станок W11 6×3200


Механический симметричный 3-валковый листопрокатный станок W11 6×3200
Особенности изделия
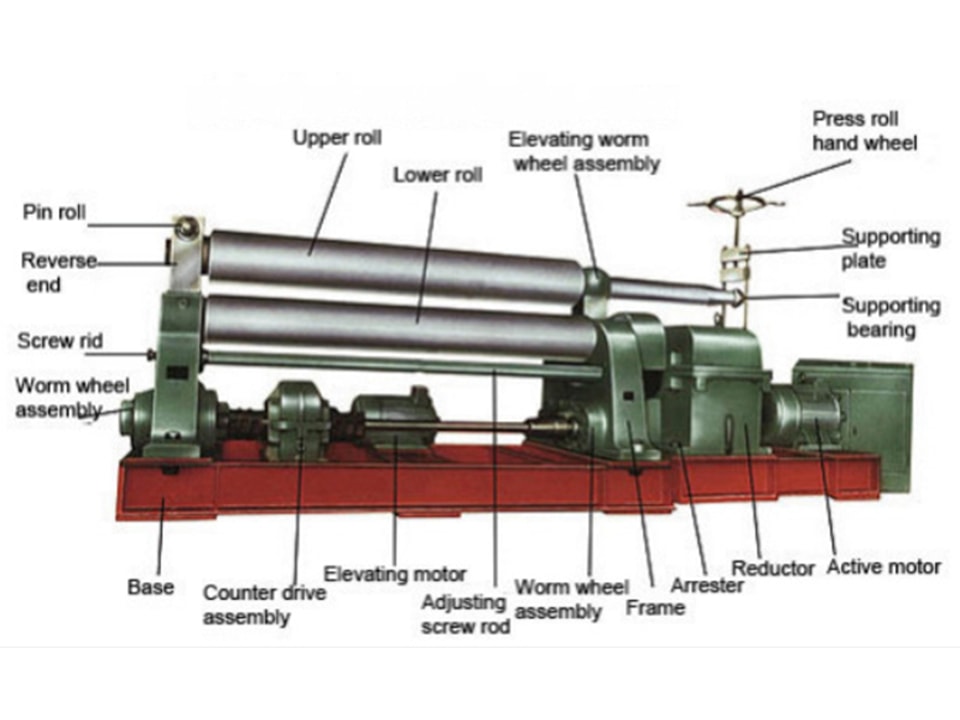
1. Машина имеет асимметричную 3-валковую конструкцию: верхний валок является главным приводным, а нижний совершает вертикальное перемещение, чтобы надежно зажимать листовой материал. Привод машины осуществляется за счет зацепления шестерни нижнего валка с шестерней верхнего валка.
2. Это самый точный 3-валковый станок в своем классе. Конструкция RGS минимизирует расстояние между точками гибки, обеспечивая более высокую точность гибки.
3. Широкая опора валков с системой смазки установлена на линейных направляющих, чтобы предотвратить износ.
4. Очень высокая мощность вращения обеспечивает превосходный крутящий момент и скорость прокатки станка без потерь энергии, поскольку все три валка приводятся независимо через шестерни и редукторы, напрямую соединенные с валами валков.
Основные этапы производственного процесса
1. Рабочие валки: стальная отливка (анализ химического состава): проверка характеристик — ковочная заготовка — отжиг после ковки — УЗК — черновая обработка (механические испытания) — термообработка (закалка и отпуск) — УЗК — получистовая обработка — чистовая обработка — МПД
2. Крупные поковки: корпус цилиндра, шестерня, поковка вала шестерни — заготовка — контроль поверхности — черновая обработка — УЗК — контроль дефектов УЗ-дефектоскопом — термообработка — чистовая обработка — получистовая обработка — МПД
3. Сварная конструкция: рамы, шасси, колесный короб. Лист поступает на завод (анализ химического состава, испытание механических свойств) — предварительная обработка — резка листового металла — сварка — УЗК или РК швов — отжиг — черновая и чистовая обработка — виброобезжиривание — горячая дробеструйная обработка — финишная обработка
Образец изделия






Параметры продукции:
№ | НАИМЕНОВАНИЕ | ДАННЫЕ | ЕДИНИЦА ИЗМЕРЕНИЯ | ПРИМЕЧАНИЯ | |||
1 | Полезная длина | 3200 | мм |
| |||
2 | Максимальная толщина гибки | 6 | мм |
| |||
3 | Диаметр верхнего валка | 220 | мм |
| |||
4 | Диаметр нижнего валка | 180 | мм |
| |||
5 | Расстояние между 2 нижними валками | 280 | мм |
| |||
6 | Минимальный диаметр гибки | 3200 мм | 550 | мм | 240 Н/мм² | ||
1600 мм | 385 | мм | 240 Н/мм² | ||||
300 мм | 260 | мм | 240 Н/мм² | ||||
7 | Скорость прокатки | 5 | м/мин |
| |||
8 | Главный двигатель | 7.5 | кВт |
| |||
9 | Габаритные размеры | Длина | 5000 | мм |
| ||
Ширина | 1500 | мм |
| ||||
Высота | 1600 | мм |
| ||||
10 | Вес | 4000 | кг | ||||
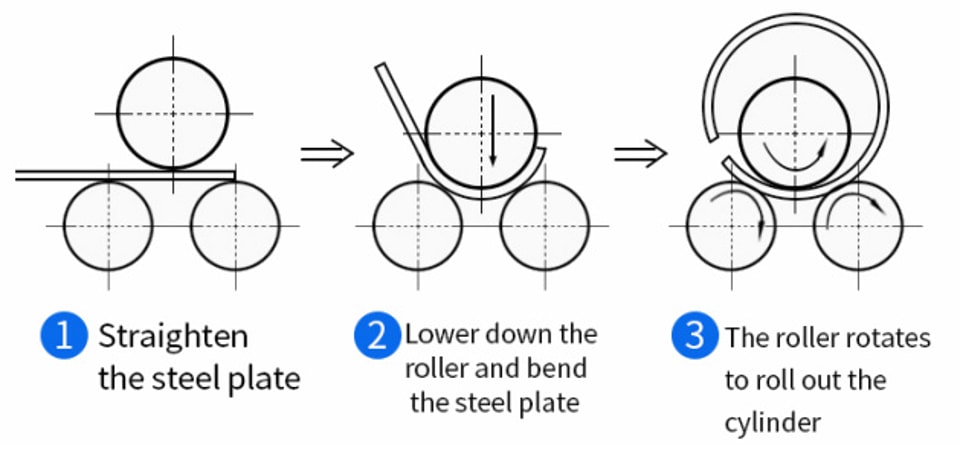
Принцип работы
Список брендов комплектующих
№ | Наименование | Модель/производитель | Другое | Конфигурация |
1 | Контроллер | кнопку | Стандартная | |
2 | Электрика | Немецкая электроаппаратура Schneider | Концевой выключатель и путевой выключатель | |
3 | Главный двигатель | Двигатель Siemens | ||
4 | Редукторный двигатель | Двигатель Siemens | ||
5 | Гидравлическая часть | Rexroth | ||
6 | Верхний валок | Производства JUGAO | ||
7 | Нижние валки | Производства JUGAO | ||
8 | Гибка концов профиля | Производства JUGAO | Опционально | |
9 | Коническая гибка | Производства JUGAO | ||
ЗАПАСНЫЕ ЧАСТИ И СПЕЦИАЛЬНЫЕ ИНСТРУМЕНТЫ
Комплектующие | ||||
1 | GB801-2011 | Болт M16X500 | Деталь | 4 |
2 | GB7160-2016 | Гайки M16 | Деталь | 4 |
3 | GB610-2014 | Ключ от электрического шкафа | Деталь | 1 |
Запасные части | ||||
4 | GB689-2018 | Уплотнительное кольцо типа O | Деталь | 17 |
5 | GB638-2018 | Комбинированное уплотнительное кольцо | Деталь | 16 |
ПЕРЕЧЕНЬ СОПРОВОДИТЕЛЬНЫХ ДОКУМЕНТОВ:
Документ | |||
1 | Руководство по эксплуатации | Копировать | 1 |
2 | Сертификат CE | Копировать | 1 |
3 | Упаковочный лист/коммерческий инвойс (сертификат происхождения) | Копировать | 1 |
4 | Проверка пройдена | Копировать | 1 |
ОПЦИОНАЛЬНАЯ ЧАСТЬ
- Гибка концов профиля

- Коническая гибка






ДЕМОНСТРАЦИЯ ПРОДУКЦИИ







ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС
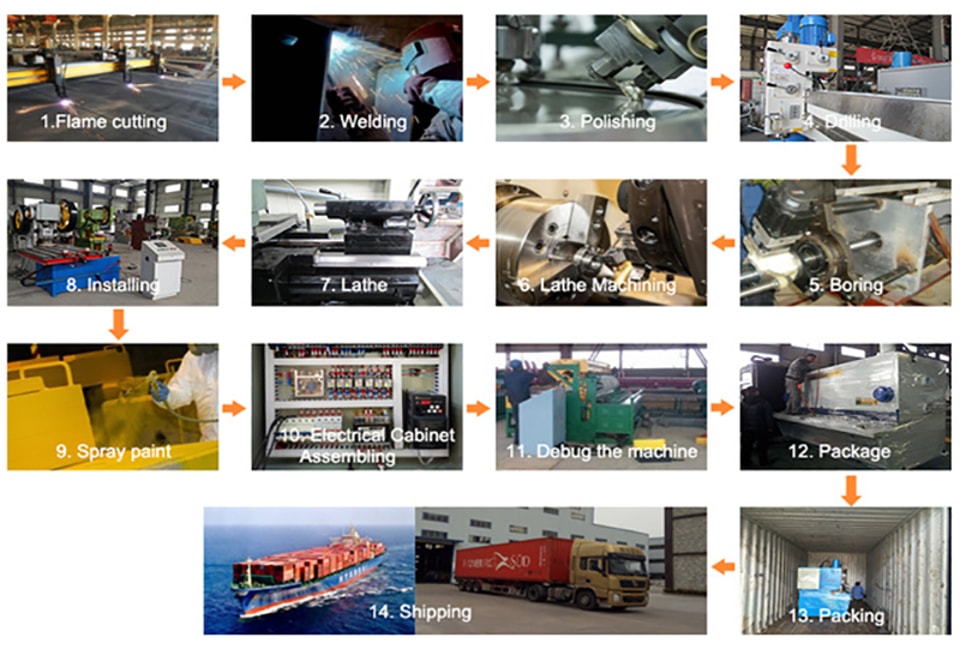
ОТГРУЗКА

Сопутствующие товары